High Road Craft Brands scales up its operation
High Road Craft Brands has experienced phenomenal growth over the past decade. But its ice cream plant remains committed to small-batch, craft operations






Tucked away in a Marietta, Ga., industrial park, surrounded by Georgia pines, is a 75,000-square-foot, nondescript off-white building that offers few external cues as to what’s inside. But once a visitor steps into that building, he or she will see an operation that is actually rather exceptional.
The building is home to High Road Craft Brands and its 75,000-square-foot SQF Level 3-certified processing facility. It’s here that the company makes it small-batch, craft-style super-premium ice cream, which boasts a low overrun and 16.5% butterfat, as well as premium gelato, sorbetto and ice cream novelties. (The company bases its ice cream mix on the traditional French pastry technique called crème anglaise, which it says results in a decadent base.)
The retail and foodservice products are marketed under four different brands; the facility also makes products for private label customers. (See the Processor Profile.)
Rapidly growing High Road Craft Brands (+399% in annual sales in 2018 alone) only recently took over the whole building. When the company first launched in 2010 (as High Road Craft Ice Cream), it operated a very small facility in another location, explains Keith Schroeder, cofounder and CEO of High Road Craft Brands. In 2014, the company moved into its current building, and then it invested in more room to grow in 2018 — when the remaining two-thirds of the structure became available.
Almost 70 employees handle production across two shifts (with a third shift for sanitation), five days a week, Keith Schroeder says. During very busy times, production is extended to Saturday and, occasionally, even Sunday.
The making of a pint
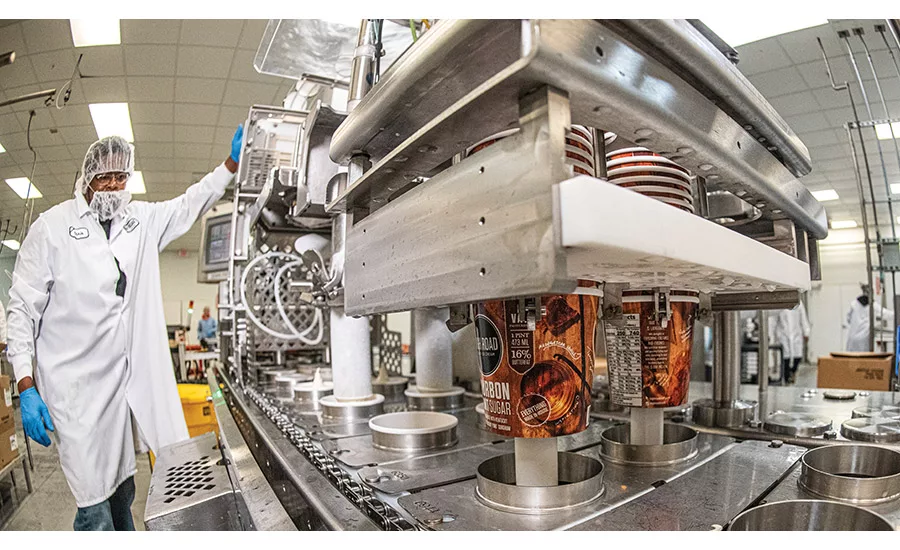
On the day of Dairy Foods’ visit, the facility was producing retail pints of one of High Road Craft Brands’ signature products: Bourbon Burnt Sugar ice cream under the High Road Craft Ice Cream brand.
Production begins in the raw room, where raw milk is delivered two to three times a week in 315-gallon totes. Since no consistent local milk supply is available, High Road Craft Brands relies on milk from Kentucky-area dairy farmer-members of a major dairy cooperative, Tim Stanton, senior vice president of manufacturing and supply chain, explains. The milkfat content varies according to the product being made.
The milk is transferred to a liquefier for blending before it is pasteurized “low and slow” in one of two vat pasteurizers. Vat pasteurization is critical to High Road Craft Brands’ craft approach to ice cream-making, Keith Schroeder notes.
From there, the mix is homogenized before it is transferred to one of three aging tanks. Depending on the type of mix, it will sit in the tank between four and 24 hours, Keith Schroeder says.
After aging, the mix is piped over to one of several flavor vats. House-made burnt sugar syrup is blended into the Bourbon Burnt Sugar ice cream here. It’s worth noting that all of the company’s flavoring kits are hand-crafted within the facility, as are its variegates and inclusions.
For ice cream, the facility operates two automatic filling lines; one is a pint filler, and the other is a large-format filler for foodservice pans. (A third line is dedicated to ice cream novelty operations.)
For ice cream flavors that call for variegates, the company relies on a portable variegate pump. A fruit/inclusion feeder also is situated next to the fill line. As Keith Schroeder explains, two of them can be docked together if the plant needs to add two inclusions to a particular flavor.
“We’re all about slow, steady and stiff with filling,” he notes. “We’re trying to make sure we’re putting thick ice cream in the pints, as we charge a premium for our products.”
Once the pints are filled, at a rate of approximately 40 per minute, they go to a semi-automated lidding/packaging line. They are then shrink-wrapped in groups of eight, and then metal-detected before being transferred to one of the hardeners. The facility boasts four European-style blast freezers, commonly used for gelato, that have an abundance of fans and are expensive to run, but harden the product fast to ensure the highest possible quality, Keith Schroeder says.
After hardening, the pints are palletized and then transferred into the facility’s large freezer, which is kept at -20 degrees Fahrenheit. Right now, the facility relies on a variety of third parties to store its products, as its current cold storage capabilities handle only about a shift’s worth of production, Keith Schroeder says.
More than ice cream production
High Road Craft Brands’ ice cream plant is rather distinctive among the ice cream world, as it also houses a commissary kitchen and a separate area for concept flavor development. The chef-manned kitchen is home to multiple ovens, kettles, refrigerators and more.
“We actually have a kitchen with chefs baking and cooking,” explains Nicki Schroeder, who is not only Keith Schroeder’s wife, but also the company’s co-founder and chief marketing officer. “We actually make every variegate and inclusion here, which is super unique to the industry. It’s something that makes us special and certainly differentiates us from our competition.”
Those capabilities also will make it easier for High Road Craft Brands to expand beyond the ice cream space, as it is already beginning to do.
The room for concept flavor development, meanwhile, supports the formulation of the company’s hand-crafted flavor kits, as well as the creation of new flavor concepts for private label customers. During Dairy Foods’ visit, Rebecca Haynes, R&D manager, was busy at work here.
“We’re chefs, so we think we do it better,” she told us.
Committed to food safety, quality
Cleanliness is a critical food safety measure for any food or beverage operation, but High Road Craft Brands’ “culinary culture” might take the concept beyond what’s expected. According to Keith Schroeder, that culture calls for keeping the plant spotless. As a first check here, newly installed technology allows personnel to perform a visual check of cleanliness on any room or production area remotely from their phones.
The plant also performs critical-point swabs, notes Adam Hayes, the company’s chief operating officer and a former MBA colleague of Keith Schroeder’s.
“That’s one of the things that we do that most plants don’t do — we actually go to the point that we think is most likely to be problematic,” he says. “A lot of places will say, ‘I don’t want to swab that because you may not like the answer.’”
On the food safety front, the facility also performs aerobic plate count (APC), listeria and a variety of other tests on all of its finished products before releasing them from the facility.
“We self-impose really stringent parameters, notes Christian Rodriguez, senior vice president of commercialization. “Our internal limits for aerobic plate count are consistency far below the federal legal limits.”
The plant’s employees have a direct impact on food safety and food quality, so food safety training is critical. Shift huddles play an important role here, too, Keith Schroeder notes. Those huddles could cover topics ranging from general cleanliness to APC counts.
“We’re not satisfied to have counts be within limits,” he adds. “We shoot for virtual zero, wherever possible.”
To further enhance its internal food safety efforts, High Road Craft Brands relies on a consultant who comes in on a monthly basis to “really hammer home the importance of food safety,” Keith Schroeder adds.
As for quality checks, the facility pulls samples from the line every 10 minutes to check weight, Rodriguez says. And every 15 minutes, it pulls a pint to check for attributes that include texture, variegate/inclusion distribution and more.
“We check for packaging, too,” he adds. “And then it’s really taste, tasting quality at the end of the day.”
Taking care of its employees
Of course, the safety of its plant’s employees is top of mind for High Road Craft Brands, too.
“We use some machines, but our most valuable ‘machines’ have names and heartbeats,” Hayes stresses.
And when it comes to training here, the facility actually goes beyond what’s required under SQF Level 3, Rodriguez says.
“We’re very proactive with our training, specifically with new team members, and we are not scared to stop production to incorporate some new training methods when new things arise — new problems, new complications or even just new equipment,” he says. “We want to make sure everybody’s fully competent, fully capable and confident in the use of everything we have in the building.”
Nicki Schroeder notes that the facility also tracks and reports on any near misses and accidents, monitoring the reporting monthly.
“We also have monthly training for the employees on various types of safety-related issues within the building,” she says.
But the company aims to do more for its employees than simply keep them safe. That’s why it put into place a college tuition program a couple back to help them further their education. It also offers an ESL program.
“We have a few people where English is the second language for them, and they still have a little bit of trouble with comprehension and speaking,” Rodriguez explains. “We have somebody come in two to three times a week and help with that for French and Spanish speakers.”
Adding new bells and whistles
Although High Road Craft Brands has no plans to change its culinary-driven, small-batch approach to ice cream-making, it has been adding new technology and equipment to help the plant keep up with its rapidly expanding business. For example, the facility recently added and is in the process of implementing an enterprise resource planning (ERP) system, Stanton notes.
“We’re integrating our production planning to synchronize our ERP data for visibility across our network,” he says. “The idea is to synchronize the supply chain and be able to replenish our product demand signals that we’re getting to shorten our lead times for our customers.”
High Road Craft Brands also recently installed two new 6,500-gallon milk silos. They will be operational very soon, allowing the plant to receive its milk via tanker trucks instead of totes, Keith Schroeder says.
Yet another improvement that’s in the works — and No. 1 on the list of priorities — is a nitrogen tunnel, he adds. The addition will help keep the facility “nimble in terms of hardening.”
Keith Schroeder explains that he and Hayes are always looking for ways to improve production and become more cost-effective.
“Adam is an engineer by trade,” he notes. “So we look at how to take things out of the process that are not considered a value-add to the customer so we can offer the products at the best possible price without compromising quality. That is a daily, maybe even hourly activity that we’re talking about here at the company as we scale.”
That said, the progressive scaling of its craft operation likely will continue to be the biggest challenge for High Road Craft Brands.
“I think one of the things that makes it even more challenging is the fact that we’re using ‘real food’ — quite a few of us have culinary backgrounds,” Rodriguez points out. “Most of the food we [traditionally] produced was in fairly small batches. But when you’re talking about an ice cream concept that we tested one pint at a time and you need to scale it to make 50,000 or 100,000 of them, things react a little bit differently.”
But the company appears to be up to the task of balancing craft and scale. And pieces of the original High Road Craft Ice Cream plant —batch freezers and more — are actually integrated into the new plant as a reminder that scale cannot compromise craft.
“I want to keep the spirit of customization alive within our business,” Keith Schroeder says. “I think that anchors our culture so that we don’t get lost in over-engineering. What we do at craft is at the core of who we are as an organization.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







