Redwood Hill Farm & Creamery’s plant gears up for growth
New spaces and new equipment are allowing Redwood Hill Farm & Creamery’s plant to meet increased demand for the company’s cultured dairy products





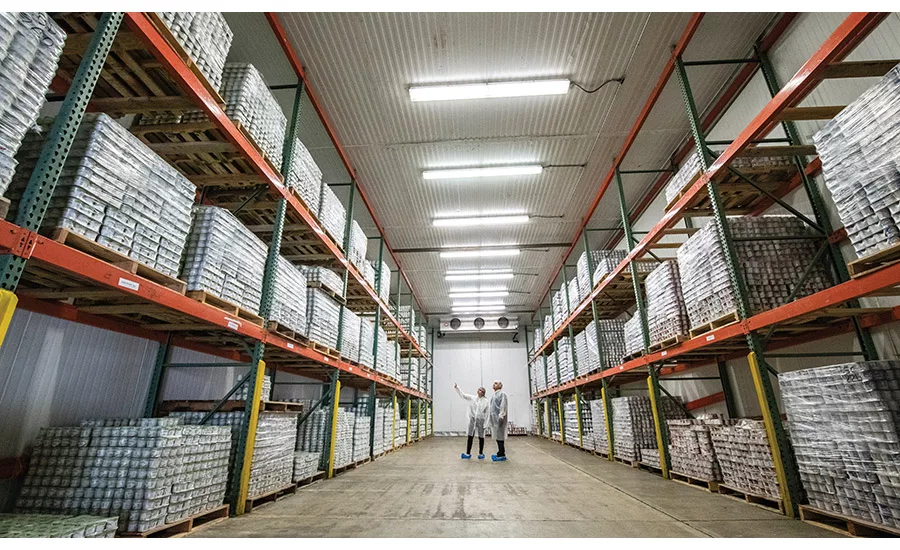

Sonoma County, California, might be famous for its many wineries and picturesque redwood trees, but it’s also home to a number of impressive dairy processing operations. One such operation, tucked into the small town of Sebastopol, is a creamery operated by Redwood Hill Farm & Creamery.
Occupying space in several buildings, the 66,000-square-foot creamery commenced operations in 2004, when processing was moved from founder Jennifer Bice’s Redwood Hill Farm in Sebastopol. It produces cultured dairy products under the company’s two brands — Green Valley Creamery and Redwood Hill Farm — and a handful of products for private label and co-pack customers. The Green Valley Creamery brand is dedicated to lactose-free, FODMAP Friendly-certified cow’s milk products (most of them also organic) that include sour cream, yogurt, kefir, cream cheese, cottage cheese and butter, while the Redwood Hill Farm brand encompasses artisan goat’s milk yogurt and kefir.
The road to sour cream
On the day of Dairy Foods’ visit, the facility was producing Green Valley Creamery sour cream. As with the other products made at the plant, production begins with the daily delivery of fresh milk. Milk for the Green Valley Creamery brand is sourced from nearby Petaluma, Calif., said Atanas Draganski, vice president of supply chain. (Goat’s milk for the Redwood Hill Farm brand comes from the founder’s family-run Redwood Hill Farm and other locations.)
The fresh milk is stored in one of four milk storage silos: two 20,000-gallon and two 12,000-gallon units, he said. The milk remains in the silo for no more than 72 hours.
A valve cluster directs the milk to the appropriate space inside the plant; a flowmeter is used to measure the correct amount of milk to be transferred.
From there, some milk enters a 50-gallon liquefier, which blends it with any added ingredients, while the rest goes to one of three premix tanks. All of the milk, approximately 1,000 gallons, then undergoes two runs in the premix tank.
The milk then goes through a heat exchanger, which takes it from 40 degrees (Fahrenheit) to 190 degrees, Draganski said.
Next, the milk is homogenized before being sent through one of the plant’s seven pasteurizers. The facility employs vat pasteurization, he explained, which subjects the product to 145 degrees for 30 minutes before it is chilled down for processing. Cultures are then added — as is the lactase enzyme, which removes the lactose.
The soon-to-be-sour-cream product is conveyed to the filling room via stainless steel pipes. (Kefir production takes place within its own separate areas of the plant, while cottage cheese is manufactured off-site.) The product exits the pipes into a hopper at one of two milk filling stations dedicated to sour cream and yogurt. Cups are loaded via a cup dispenser, conveyed to the filler and filled. A dispenser places foil on top of each cup; the foil is heat-sealed to the cups before they are topped with a plastic lid.
The filled cups are next conveyed to the packaging room, Draganski said, where they are date-coded before entering one of two case packers dedicated to sour cream and yogurt. They are shrink-wrapped and then hand-stacked on a pallet.
Each pallet of cased sour cream is moved to one of two incubation rooms, he noted, where a cup-set process relying on a controlled temperature firms up the product. Following this process, the cased sour cream is transferred to one of two blast chillers, which chills the product back down to 40 degrees before it is moved to one of the facility’s three cold storage rooms, or walking boxes.
Eye on expansion, efficiencies
As Redwood Hill Farm & Creamery has expanded production — at a rate of 5% to 15% a year, Draganski noted — so has the company’s processing facility. In recent years, the creamery moved yogurt-making from an off-site contract manufacturing facility to in-house. To help accommodate this, it ceased production of artisan cheese produced under the Redwood Hill Farm brand, Draganski explained, reconfiguring the cheese plant for yogurt production.
The creamery just installed a second packaging system, too, so it will be able to run different sizes of yogurt at the same time.
“That’s going to increase efficiency,” Draganski said.
The creamery also added a second incubation room and an additional blast chiller, plus two cold boxes with two loading dock stations.
Other recent additions include a reverse osmosis (RO) system and a clean-in-place (CIP) system, noted Jesus Canela, cultured products manager. It’s the facility’s second CIP system.
“Instead of cleaning for 16 hours, we can clean with two CIP systems for eight hours,” Draganski explained. “So that was a big help on the efficiency of the plant.”
Also new are 10,000 square feet of dry storage (for ingredients) and two of the facility’s four storage silos, Canela said. The two 20,000-gallon silos were added two years ago, at the same time as the RO system.
Even more improvements are in the works. In fact, a major capital expansion project is now underway to replace the creamery’s seven vat pasteurizers with three larger high-temperature-short-time (HTST) tanks.
“Instead of running seven 1,000-gallon tanks, the new HTST is a continuous pasteurization process with three new 4,000-gallon tanks,” Draganski said. “We’re going to be able to do 12,000 gallons in eight hours when pasteurizing. Now, we need more than 12 hours. We’ll also be doing way less cleaning.”
Canela added that the new tanks, scheduled to be up and running by October, will save water, chemicals and labor, as well as build in changeover efficiencies.
Outside of all of the new spaces and equipment, the creamery is relying on technology to boost efficiencies. For example, it relies on a computerized system to track key performance indicators, Draganski said.
“And we’re installing a new ERP system that’s going to basically track everything,” he added. “We’re going to be able to see, at any minute, what’s happening at the plant — how many cups we have, how many products are made, etc.”
Like the HTST tanks, that system will go live in October.
Focused on sustainability
Sustainability has been critical to Redwood Hill Farm & Creamery since its birth back in 1968. Creamery operations, therefore, consider environmental impacts as much they do efficiencies.
And renewable energy factors in big here. In 2010, the facility installed 2 acres of solar panels on its roof, and they supply most of its power, Draganski noted. The balance comes from other renewable energy sources.
In addition, the facility’s lights are sensor-operated, resulting in further energy savings. And the creamery is in the process of converting them all to LED lights to achieve even more savings, he said.
The facility also boasts a wastewater treatment system that supplies greywater used to water a nearby field. And product waste gets the conservation treatment, too.
“We have pig farmers that come and pick up excess product such as the milk or cream that has to be cleared from the line between batches. This would typically go down the drain, but we capture and store it for the ranchers to use as food for their animals,” Draganski explained.
Soon to come is a baler for plastic, which is going to reduce much of the film plastic currently going to the landfill, Canela said. Because Redwood Hill Farm & Creamery is now part of Swiss dairy company Emmi (Emmi purchased the company in 2015), the plant also participates in the Emmi Operational Excellence initiative, Canela noted. The initiative involves a lot of information sharing and feedback.
“It comes with a lot of trainings and tools to improve on processes and work on sustainability projects,” he explained. “It mostly helps the employees to understand more about what they are doing and to gain efficiency.”
Emmi also has set specific sustainability targets for the creamery for 2019. Those include a 5% reduction on water use, a 30% decrease in gas usage, a 25% reduction in electricity and a 15% decrease in waste, noted Seair Lorentz, brand manager for Redwood Hill Farm & Creamery.
Safety is critical
Despite the attention given to expansion, process improvements and sustainability, food safety and employee safety considerations still reign supreme. So the creamery has robust product-testing and environmental-monitoring programs in place.
Its in-house lab performs testing on raw milk and on every single batch of finished product, Draganski said. A third party, meanwhile, takes care of the environmental sample testing.
A third party also audits the facility for its food safety and quality programs. But the creamery doesn’t wait for those audits to make any needed changes, Canela suggested: Internal audits, held monthly and sometimes twice a month, keep its 55 production employees on their toes.
“We get a person from each department to participate,” Draganski explained. “So he can not only see what we need to clean and do and change, but also tell his department what is happening.”
A post-audit email goes out to each of the departments as well, he added, explaining what was found and what needs to be fixed.
On the employee safety front, training starts during the onboarding process, Draganski said. The facility’s maintenance manager takes the lead here, spending several hours with each new person.
Introductory safety training includes an overview of the emergency evacuation plan, good manufacturing practices, CPR training and more, he added.
The creamery also has a safety committee, Draganski said, and additional safety training for all employees is held on an annual basis. To further enhance employee safety, the facility holds monthly department meetings, as well as weekly meetings tied to safety concerns.
“We listen to the concerns from employees — what they have to say about safety,” he said. “So a lot of the improvements that we have done on safety come from the employees.”
Dealing with difficulties
As it prepares for continued growth, Redwood Hill Farm & Creamery’s processing facility does face some challenges. Because it runs both goat’s milk and cow’s milk, it must carefully schedule processing and milk delivery operations.
No two “base milks” are run on the same day. And cleaning operations are very thorough, Canela noted.
Like many other dairy processors, the creamery also is struggling with a shortage of labor. And its situation is likely worse than that of most others, thanks to the high cost of living and the recent devastating wildfires in the area contributing to that cost.
To help the situation, the facility’s management tries to organize the production schedule in a way that doesn’t overwork any of the employees, Canela stressed.
“We’re also trying to automate more,” Draganski added.
Redwood Hill Farm & Creamery also strives to be competitive in the labor market. For one thing, it pays creamery employees a living wage, not minimum wage.
“We also pay 100% of medical benefits for employees and their entire families,” Lorentz pointed out.
In addition, employees are encouraged to further their education.
“They have a program that pays for your classes and everything,” Canela said.
Finally, Emmi aims to help the creamery’s employees grow in their careers via an employee-exchange program of sorts between the plant and Emmi’s operations in Switzerland.
“Right now, we actually have two employees from Switzerland who are training here,” Draganski said. “So they go to different countries, improve their knowledge, see different processes.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






