Cedar Crest Ice Cream is a house of many flavors
Cedar Crest’s Manitowoc, Wis., plant crafts ice cream in small batches — in dozens of creative flavors such as Jumping Jersey Cow and Coconut Explosion.

Enjoying some ice cream in the parlor attached to Cedar Crest Ice Cream’s Manitowoc, Wis., manufacturing facility are (l to r) Robert Kohlwey, vice president of sales, Ken Kohlwey, president, and Bill Kohlwey, vice president of administration.

A machine fills 3-gallon tubs with French vanilla ice cream before an employee adds lids to the tubs and places them on the conveyor.
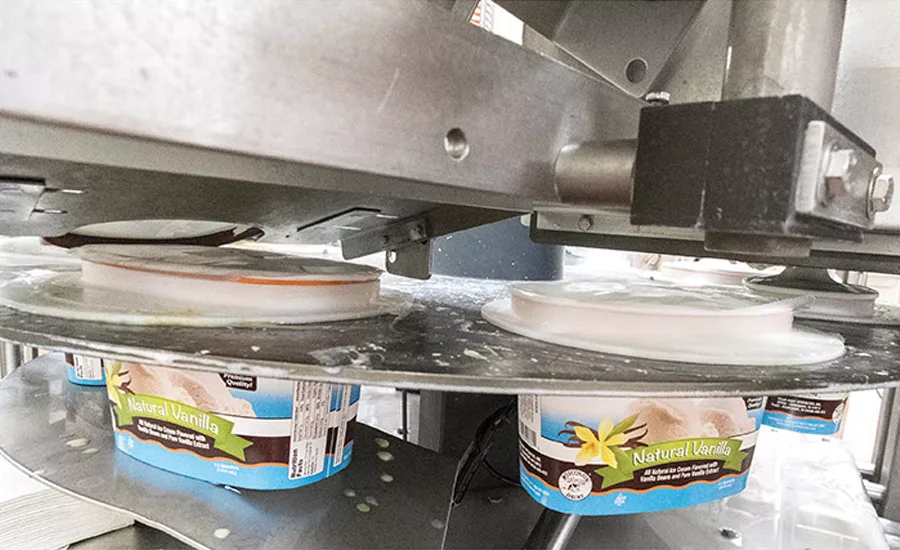
These 48-ounce squrounds (or 1.5-quarts) are being filled with vanilla ice cream.

Pint containers are being filled with orange sherbet. The company has seven sherbet flavors available in pints.

Various sized containers of ice cream are shown here inside the spiral freezer, where temperatures reach -42 degrees. Product is released from the freezer after 110 minutes, when it reaches the desired core temperature.

An employee adds flavoring to the ice cream mix inside the flavor vats.
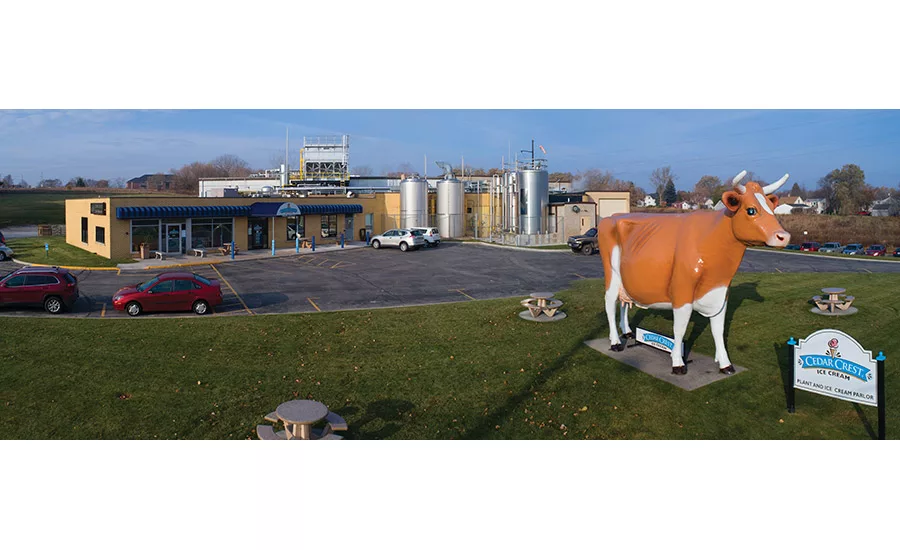
Cedar Crest moved to its current 45,408-square-foot manufacturing facility in 1987. The company has an ice cream parlor attached in the front that’s open during the ice cream season.
Cedar Crest Ice Cream makes an impressive amount of ice cream in its 45,408-square-foot facility in Manitowoc, Wis. The plant currently produces approximately 26 million pounds of product annually. The company uses the space wisely and continues to upgrade equipment and technology as product demand increases.
At the facility, Cedar Crest manufactures ice cream, sherbet, flavored ice products, no-fat/no-sugar-added ice cream, reduced-fat ice cream, frozen yogurt and gelato. The main production lines are for retail cups, pints, 48-ounce squrounds and 4-quart pails, as well as for 3-gallon tubs for parlors, the company noted.
Cedar Crest services more than 300 parlors located across Wisconsin, Minnesota, northern Illinois, Missouri and Michigan. Its retail line can be found throughout Wisconsin, northern Illinois and the Minneapolis-St. Paul area.
The company produces its ice cream in 500-gallon batches, using vat pasteurization methods. Ken Kohlwey, president and part-owner, calls these methods “the old school way of making ice cream.” He believes it gives the ice cream a better texture and enhances the flavor experience.
The plant currently has 62 employees who work in two shifts. The company uses the night shift for cleaning, sanitation and setup for the next day’s production.
Cedar Crest is owned by brothers Ken, Robert, Bill and Tim Kohlwey. The company officially started in 1976 with just two trucks and ice cream that was purchased from the Oak Brand Ice Cream plant in Freeport, Ill. Through lots of changes, acquisitions and plant closings, production eventually moved to the Manitowoc location in 1987. Read more about Cedar Crest Ice Cream here.
Cedar Crest’s corporate office is located in Cedarburg, Wis., which is its distribution hub and where its main freezer space is located. Today, Cedar Crest distributes its retail and foodservice products through a fleet of 18 delivery vehicles and three semi-tractor trailer transports, along with several other distributors, according to Ken Kohlwey.
“We market our products utilizing our direct store delivery (DSD) system throughout Wisconsin, Minnesota and northern Illinois,” explained Ron Strube, vice president of operations and general manager. “We [also] have a national sales rep that sells our products to distributors outside of our DSD footprint.”
According to Kohlwey, DSD service begins by either the route salesperson or the account sales representative writing an order for delivery. The order is processed in Cedarburg. The items that have been ordered are picked and placed on carts or loaded directly by hand from the distribution freezer in Cedarburg, and loaded onto its specialized fleet of delivery trucks. Those trucks are sent to the designated store, where they are checked in and then merchandised.
“We are basically in control of the ice cream from our freezer until we place it in the store’s freezer,” Kohlwey noted.
The company is in the process of adding 12,000 square feet to its existing 9,000-square-foot freezer space at its Cedarburg location. The estimated completion date is the beginning of March 2018.
Making the ice cream
Cedar Crest makes its ice cream mix using vat pasteurization, a process that takes minutes instead of seconds, which enables it to capture the rich dairy flavor notes unique to vat pasteurizing, Kohlwey said.
The ice cream is made using cream, sweeteners, milk powders, stabilizers and water. The cream is supplied from a local Wisconsin dairy and usually delivered once or twice a week, depending on if it’s the busy season. After the cream is inspected, it’s pumped to storage silos. The facility has two 6,000-gallon raw liquid storage silos, said Mike Tessmann, director of plant operations.
The production process begins when the cream is pumped from the silos into the liquefier to be mixed along with the powder. Ingredients are mixed in a high-speed blender that is mounted on load cells. Each ingredient is weighed, blended and then transferred to one of three 500-gallon vat pasteurizers, where the mix is brought up to temperature, which legally must be at least 155 degrees Fahrenheit. Cedar Crest set its standard at 160 degrees, Kohlwey said.
Once the mix reaches 160 degrees, it’s held for 30 minutes and then transferred to the homogenizer. From there it goes through the heat exchanger to cool the mix down to 38 degrees. The mix then flows into one of the six storage tanks, where it is refrigerated for 10 to 20 hours, Kohlwey said.
Once the mix is selected for flavoring, it is transferred into one of the three-compartment flavor vats, where flavor, color, syrups, purees and other ingredients are added, depending on the ice cream flavor. The company works with more than 40 ingredient suppliers for items such as flavorings, fruit, extracts and chocolate fudge.
The mix is then pumped into the continuous freezer where air (overrun) is added and the mix is whipped and frozen, according to Tessmann. It then exits the continuous freezer barrel at 21 degrees, in a semi-soft state, and continues its journey to the filling machines.
On the day Dairy Foods visited, the company was producing 3-gallon tubs of French vanilla ice cream, 48-ounce squrounds of all-natural vanilla ice cream and pints of orange sherbet.
But the facility also produces dozens of more creative flavors, including Jumping Jersey Cow, Pirate’s Bounty, Coconut Explosion and many more.
Employees actually stack most of the containers and lids (for example, the 48-ounce squrounds) into an automated magazine, where the machine picks the container, sends it to be filled and lidded. They’re then given a tamper evident seal and sent down the conveyor, where they are sometimes put into secondary packaging. Pint lids are brought over from a machine Tessmann called a pint lids unscrambler. This machine takes the lids and turns them to face the same way before sending them through an air conveyor to the machine where pints are filled, lidded and sealed. The company has eight filling machines, but not all are being used at the same time, Tessmann noted.
Once packaged and boxed, the containers are conveyed into the spiral freezer (at -42 degrees) and discharged approximately 110 minutes after they entered.
The ice cream is then sorted by package size, shrink-wrapped and sent through an X-ray metal detector, Kohlwey explained. From there it’s hand-stacked onto pallets and stretch-wrapped. The ice cream is held for 24 hours until testing is completed and it is released by the quality control team. Product is transferred daily from the plant in Manitowoc to Cedarburg.
Technology improvements
One of the biggest improvements the company has made to is manufacturing facility over the last few years is adding more automation.
“Overall plant size has remained about the same, but extending production hours, automating lines and packing, and adding liquid storage space [new silos], has helped us double our production in the last five years,” Tessmann said.
In 2014, the company installed Rockwell FactoryTalk automation software to initially automate mix lines, Tessmann explained. The software (which has full plant capabilities) is now being expanded to other parts of the operation as well, including the pasteurization process and flavoring.
The company also changed out manual valves to automated valves. In 2016, a new dual-lane pint filler and an automated case packer were installed, which has helped increase the output of the plant, Tessmann noted.
He explained that adding more automation has helped not only with efficiency, but also with quality.
“Because we’re producing the same thing all the time,” he said.
Missey Barac, quality manager, also noted that “anytime you can take the risk of human error out” with automation, you can produce a more consistent product.
Cedar Crest is also doing what it can to be more energy-efficient.
The company has seen a reduction in energy costs in recent years through installing LED lighting updates, implementing variable-frequency drives and installing energy-efficient pumps, according to Tessmann.
Employee training and safety
Keeping employees safe and well-trained is important to Cedar Crest. The company implemented a system called Process Safety Management in 2015 for its ammonia system. It also implemented an online injury assessment service.
“We review and track all incidents and corrective actions for effectiveness,” Tessmann said.
He said the company uses both in-house and third-party training annually through its chemical and insurance companies to ensure all employees have the latest information. Monthly safety meetings involve employees from each department to ensure everyone has a comprehensive view of the operation, he noted.
To reduce risk of injury from repetition, employees are cross-trained on equipment and processes. Some of the jobs in the plant are repetitive motion jobs — for example, packing by hand. The company will rotate those jobs every half an hour to an hour, depending on what the job is, Tessmann explained.
“We have excellent [equipment] operators that have effectively run and continue to do a great job for us,” he said. “Our machines rotate from day to day, and so they have the training necessary for successfully operating all the equipment.”
When it comes to a career path for employees, Tessmann noted that all of its supervisors and most of the managers have worked their way up through the ranks.
“We have a number of employees that have been with us for over 20 years, as well as new employees that have been recruited in to assist in specific areas, as we have grown dramatically in recent years,” he said.
Keeping the ice cream safe
The company has a night sanitation crew that cleans after production and also sets up and sanitizes the lines for the next day, Tessmann said. This cleaning process takes about eight hours on average.
“Strict protocols for swabbing, visual checks and sampling verify that all our lines are prepped and clean before producing,” he said.
In 2015, Cedar Crest successfully passed its first SQF audit and has maintained a level 2 status. Tessmann noted that the company is looking to advance to level 3 SQF in the near future.
“We have implemented SQF and HACCP strategies through our regular in-house quality checks, positive-hold protocols for all new products coming off the line, and micro testing,” he said. “Fats and solids testing ensures that our specifications are being met for all our products.”
Ice cream samples are taken at the start of production and at all changeovers. Both the operations personnel and the quality department are involved in multiple checks throughout a run, Tessmann explained.
“Depending upon the check, they range from every 20 minutes to two hours,” he said. “We check flavor, weights, fills, tamper seals, product allergen label, temperatures, etc.”
The company has a small 200-square-foot lab on-site. Testing done in the lab includes micro, fats and solids, yeast and mold, acidity, environmental swabs and allergens. The company also uses third-party labs for environmental monitoring (Listeria and Salmonella) and antibiotic testing.
A standard 24-hour hold is conducted to verify that micro and product specifications are met prior to releasing all products that run out of the facility, Tessmann said.
“Inline equipment such as our X-ray ensures that products are safe for the public,” he added.
Tessmann explained that suppliers must have third-party food safety certificates, along with a Certificate of Analysis for each lot supplied, and must be on the company’s approved supplier list program.
Maximizing its space
Space constraints in the facility can present challenges — especially considering the wide assortment of flavors produced — but the company does a good job using the space it has to its advantage.
“Managing the space with multiple machines and the variety of sizes and flavors can provide a challenge in the face of rapid growth,” Tessmann said. “We manage them through scheduling protocols for minimum runs and SKU control to help overcome those challenges. A new biometric timekeeping system was implemented this year to assist with staffing management; this system also allows employees remote access to better manage their schedules.”
One interesting note: The receiving room doubles as machine storage. On days the company isn’t expecting a cream shipment, the room is used for storage. When a shipment comes in, employees move the machines out, unload the tanker and then move the machines back in, Tessmann said.
Kohlwey added that all the equipment is on wheels, allowing it to be easily moved in and out from storage and to the production floor.
“We’ve got a lot of versatility in our plant,” he said.
Photography by Vito Palmisano
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








