Pack Expo 2022 brings record-breaking attendees to McCormick Place
Pack Expo Equipment Showcase highlights packaging and processing innovations. Topics: Dairy Processing and Equipment, Equipment














Back after four years, PACK EXPO International brought together a record-breaking 44,780 attendees from the dairy industry, the beverage industry, and more to learn about groundbreaking packaging and processing innovations. Held from Oct. 23-26 at McCormick Place in Chicago, the tradeshow presented by PMMI, The Association for Packaging and Processing Technologies, featured 2,200 exhibitors on 1.2 million new square feet.
In 2019, the market for packaging machinery was $10.8 billion. This year, the industry broke the $15 billion mark, a growth of 40%, according to PMMI’s State of the Industry U.S. Packaging Machinery report.
Here is a recap of some of the conveyors, palletizers, and software innovations designed to streamline operations for dairy processors.
PALLETIZERS FOR DAIRY PROCESSORS
A-B-C’s palletizers address the challenges processors face in the need for greater flexibility. A-B-C offers its Model 72A palletizer for cases, crates, display packs, shrink-wrapped packs and totes for dairy processors. Palletizer operation including product selection, new product changeover, and changes in pallet/layer configurations are all completed with simple commands at the HMI (human machine interface). Personnel can easily monitor production and check the status of electrical components, with data transmitted to integrated plant control systems. Real-time data access makes it easy to troubleshoot and proactively correct issues, the company states. Its service technicians can also provide full support remotely via IO link and secure VPN, for quick resolution and reduced service expenditure.
727-937-5144; www.abcpackaging.com
JUST-IN-TIME DIGITAL PRINTING
Atlantic Zeiser, a Coesia Co., introduced the Digiline Vario for direct printing of flexible narrow web materials. This new system transfers the benefits resulting from just-in-time printing and late-stage customization to web-based packaging. With an end-to-end digitized printing and inspection workflow, it is designed to deliver flexibility and agility in packaging operations, helping radically reduce time-to-market. The ProFlo inkjet technology supports higher uptime, lower maintenance, and improved print quality of colors.
+49 7465 291-0; www.atlanticzeiser.com/
FLEXIBILITY FOR DAIRY PRODUCERS
The Wrap Around 100 case packer from BluePrint Automation automatically erects, loads, and closes wraparound cases, trays, tray-lid combinations, and regular slotted cases. With its hygienic design, the Wrap Around 100 is built for food applications and has a fast and tool-free changeover, making it ideal for packing multiple products on the same line. Modular in design, the case packer allows companies to choose from a variety of standard product handling systems and is great for cartons of dairy products including individually wrapped cheese slices.
804-520-5400; www.blueprintautomation.com
FABRIC BELT CONVEYOR
Eaglestone Equipment offers a line of personalized sorting and conveyor solutions. Its 1150 Constant Turn Fabric Belt Conveyor keeps small products moving efficiently through production lines. With a unique and sanitary design that is made in the USA, it is ideally suited for food processing applications since it maintains product orientation. At the same time, a small diameter infeed and discharge rollers allow for close transfers. Other new products include its 3130 Flex-Scraper, an adjustable belt scraper that is key to a clean belt, and a sanitary processing line. The adjustable spring tensioning allows for varied aggressiveness, enabling the scraper to follow the contour of both smooth fabrics and modular plastic belts.
630-587-1115; https://www.eaglestone.net/
AI ANALYTICS
Festo introduces the Festo Automation Experience (AX), a new artificial intelligence (AI) platform for predictive maintenance, predictive quality, and energy optimization. Using advanced analytics, Festo AX maps data to learn a component, machine, product, or energy system’s healthy state as it operates in a dairy. This AI-based system provides actionable information to correct anomalies when data begins trending out of normal. Festo AX improves machine utilization and quality and lowers waste, the company states.
800-993-3786; www.festo.com/us
SMOOTH HANDLING, HIGH HYGIENE
The modular wide belt conveyor from FlexLink, a Coesia Co., addresses important aspects of today’s packing process. It is easy to clean, offers smooth handling of products, is safe for operators, has a robust design and long life, and is easy to maintain with a low cost of ownership. The top belt can be lifted and the outer slide rails can be folded back for easy cleaning. The conveyor system is based on an easy-to-clean, free-hanging return belt to uphold strict hygiene standards. The company’s RI20 Industrial Palletizer can handle payloads of up to 15 kilograms at 12 cycles per minute and does not have a mainframe attached to the floor, making it a mobile solution suitable for use in multiple production lines.
610-973-8200; www.flexlink.com/
WEIGHING IT RIGHT
Custom-developed metal detectors and check weighers from Fortress Technology are designed to help companies reach food safety and quality goals. The company’s Raptor Checkweigher is a highly accurate, fully integrated check weighing system designed explicitly for high-care food production environments. It is employed to verify the weight of each product and reject non-conforming packs to deliver reliable weight control with exceptional accuracy. It also targets operational inefficiencies, including upstream product giveaway, non-conforming food packs and packaging waste.
416-754-2898; www.fortresstechnology.com
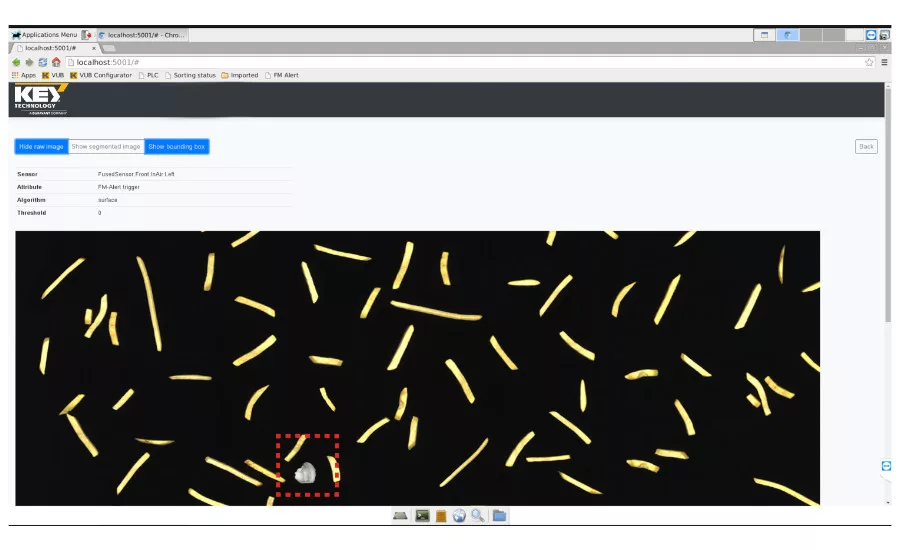
DIGITAL SORTING WITH AI
Key Technology’s AI-enhanced FM Alert software for the company’s digital sorting systems captures and saves digital images of critical foreign material (FM) contaminants that the sorter detects and rejects from the product stream. Data outputs from the software can be utilized to immediately alert operators and/or signal a downstream device. Now driven by advanced artificial intelligence, this new FM Alert software achieves uniquely accurate results, the company states. By identifying, recording and acting on true FM findings on the line, AI-enhanced FM Alert helps processors better control FM and improve documentation to protect food safety.
509-529-2161; www.key.net
ALUMINUM TO PET TRANSITION
LMI Packaging showcased its innovation and expertise in aluminum to PET
packaging. PET, known for its strong and durable capabilities, clean appearance, and crisp imagery, has proven to be a reliable and quality material option for all markets and can be used as a “plug ‘n play” alternative, giving customers the ability to run multiple substrates for their dairy packaging.
262-947-3300; www.lmipackaging.com
A SPIRAL SOLUTION
Nercon continuously develops its manufacturing technology with new innovations, and the latest is its 6” Spirex in a new 18” configuration, allowing larger products to be moved in the manufacturing process. The Spirex is a bi-directional spiral that lowers or elevates a variety of products. Suited for products that cannot handle gripping, this solution occupies minimal floor space. The Spirex can be designed in a variety of in-feed and discharge height combinations along with high- and low-speed applications.
844-293-2814; www.nerconconveyors.com
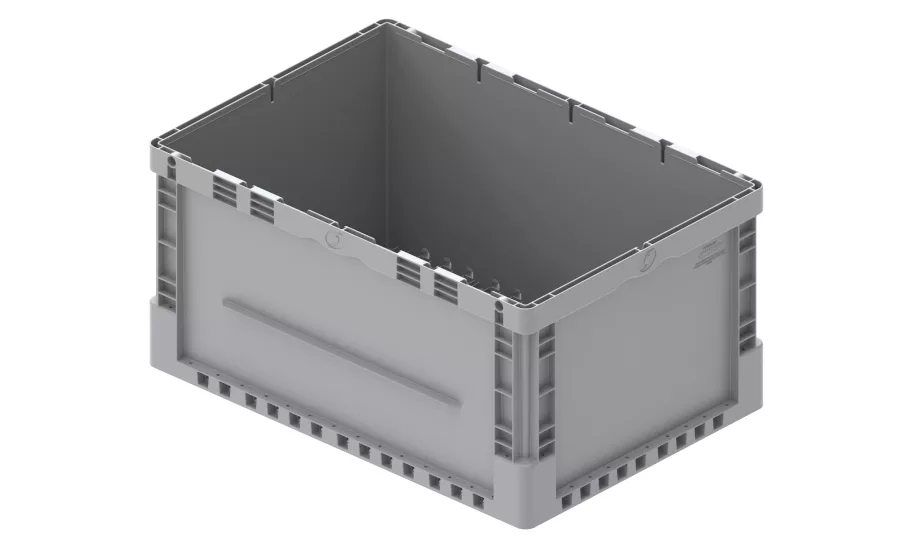
REUSABLE PACKAGING OPTIONS
Orbis Corp. recently highlighted the role integrated reusable packaging solutions play in driving supply chain efficiency and sustainability. Reusable packaging plays an important role in improving the flow of product, driving the circular economy concept, and reducing costs across a variety of industries including food and beverage, consumer products, primary packaging, and more. The company offers several integrated packaging products from reusable plastic pallets and totes to bulk containers, dunnage, and metal solutions, such as its ML6545-325 handheld container, which is part of the Automated Reusable Optimized Solutions (AROS) line designed for seamless integration into automated systems to facilitate the efficient transfer, storage, and organization of merchandise. The AROS product line is designed for compatibility with a variety of automated system features.
800-890-7292; www.orbiscorporation.com
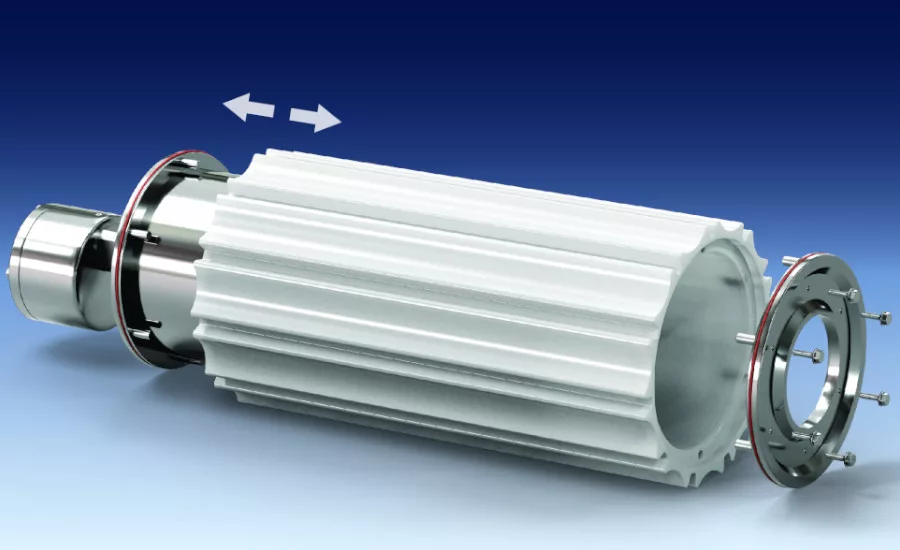
AIRLOCK FOR HYGIENIC APPLICATIONS
The Global Hygienic Airlock (GHA) from Schenck Process is a USDA dairy-accepted dismountable airlock that is ideal for applications where dry, raw or finished products are being handled in the process and where inspection or system clean-out are required. Key features include round inlets and outlets that incorporate seals and product contact surfaces meeting food safety requirements, FDA- and EC 1935/2004-approved materials in the product contact areas, and disassembly and removal of the endplates and rotor from the valve housing for quick and easy cleaning.
816-891-9300; www.schenckprocess.com
RESEALABLE SYSTEM, PACKAGE FRESHNESS
Unlike previous systems, the new FreshPak BarrierPLUS resealable system from Sealstrip is designed to maintain barrier film properties. The reseal brings the consumer-demanded convenience and freshness to packaging requiring superior barrier properties as the feature opening is applied within the package end-seals and maintains barrier integrity. The system includes the patented TamperTear for improved tamper evidence. Companies can retrofit to VFFS or Flowwrapper. The system is ideal for sliced cheeses.
888-658-7997; www.sealstrip.com
DAIRY FLEXIBLE PACKAGING
TC Transcontinental Packaging offers its vieVERTe sustainable films, including recycle-ready overwrap for cheese and packaging for cheese shreds that can include up to 35% post-consumer recycled content (PCR). The company recently added lidding technology, which is available in a wide range of materials, adhesives, coatings, and printing processes.
630-306-5076; www.tctranscontinental.com/en-us/packaging/markets/cheese-dairy
ICE CREAM AND CHEESE LINES
Tetra Pak’s best-practice ice cream and cheese lines solve industry challenges using an interactive digital processing line experience. The ice cream lines combine proven solutions with optimal setup for a specific product at a specific capacity, providing high yields, reliable production, and improved performance. Applications include ice cream sticks, sandwiches, and cones, with capacities ranging from 10,000 to 45,000 units per hour, depending on the application. The company’s best-practice line for mozzarella is designed for optimal product safety, offering a reliable solution for superior product quality in the production of mozzarella and pasta filata cheeses, states the company.
940-565-8800; www.tetrapakusa.com
KEEPTING FOODS SAFE
SSV Series drum motors from Van der Graaf are manufactured for hygienic belt conveyor applications where sanitation and food safety are paramount. The SSV Drum Motor is available with either the belt profile machined directly onto the all-316 stainless steel drum, or with the new removable profiled sleeve (XP). The new hygienic SSV-XP Drum Motor features an exchangeable machined profiled sleeve that enables different styles of modular conveyor belts to be used with the same drum motor by simply exchanging the sleeve to match the belt profile required on the conveyor.
888-326-1476; www.vandergraaf.com
FLEXIBILITY & VERSATILITY
The SI 280 from Volpak, a Coesia Co., is ideal for manufacturers who require a flexible HFFS machine that can be adjusted easily and quickly for different designs, formats, shapes, and caps with retrofit. With quick changeover capabilities, the SI-280 increases profitability by reducing downtime and material waste. It also features asset performance evaluation, central data storage, a web-based self-diagnosis system, and plug-and-play interconnectivity. The SI series is designed with smart features and is versatile, switching from flat to stand-up pouches (up to 3,000 ml) at 360 ppm.
+34 935446700; www.volpak.com/
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





