Conveyors and palletizers: One size does not fit all dairy processors
A wide array of variables make conveyor and palletizer purchasing a tricky endeavor.
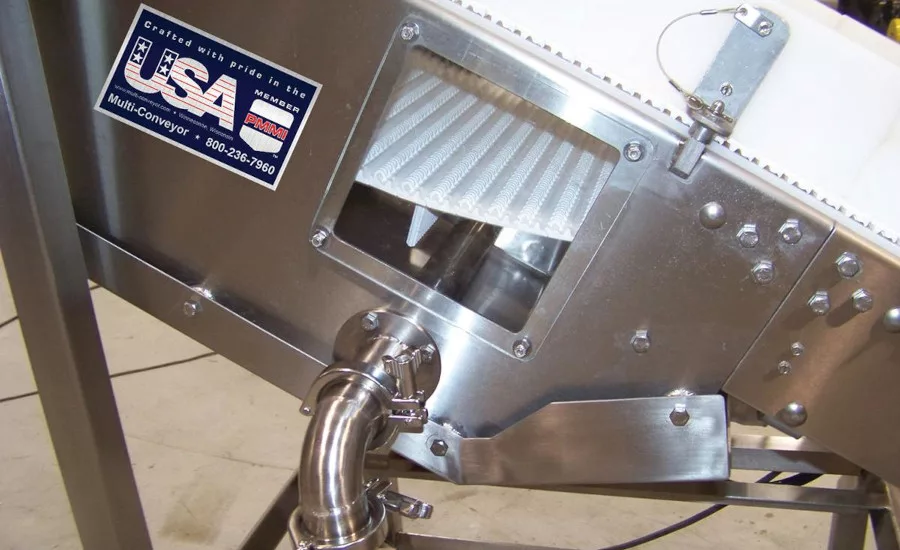
Clean-in-place washdown conveyors can feature viewing windows. Photo courtesy of Multi-Conveyor

It is important for the palletizer’s end-of-arm tool to align with the processor’s specific products. Photo courtesy of Delkor Systems Inc.

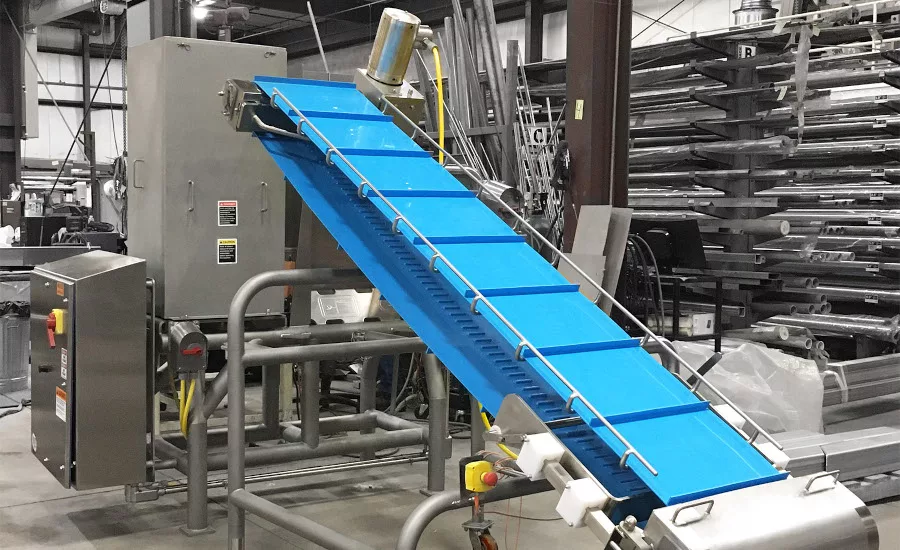
Efficient conveyor systems have open designs for quick cleaning. Photo courtesy of Nercon
Processors could enhance food safety by leveraging conveyors with minimal areas that can harbor bacteria. Photo courtesy of Koss Industrial Inc.


Conveyor components can include screens that eliminate small food pieces from the product stream. Photo courtesy of Key Technology

Finding palletizers that fit with a plant’s floor plan is a major consideration. Photo courtesy of A-B-C Packaging Machine Corp.
Leveraging the optimal conveyors and palletizers for dairy processing is critical if operators are to maximize plant efficiencies while enhancing food safety. Yet, pinpointing and installing the proper technologies can be arduous.
Not only must processors have the necessary space in facilities in which to situate the equipment, but they also need to select designs that meet their financial, sanitary and packaging requirements, analysts note.
“The key is to examine each area of the conveyor system and apply the exact design required,” says John Kuhnz, vice president, engineered solutions group for Dorner Manufacturing Corp., a Hartland, Wis-based conveyor developer. “Raw product, processing and primary/secondary package areas in the plant all have different requirements and the impact to the budget can vary significantly.”
He notes, for instance, that a raw product conveyor must have a superior hygienic design because it carries a higher food safety risk.
Indeed, sanitation, along with performance, is an essential consideration in selecting conveyors, says Rudy Sanchez, process systems product development manager for Key Technology, a Walla Walla, Wash.-based conveyor manufacturer.
“State-of-the-art sanitary design features include polished finishes, continuous welds that have been ground and polished, open-frame construction, oil-free drives, screens that are easy to remove and easy to clean, and minimal laminations, which can harbor bacteria,” he says. “It’s important to consider not just the sanitary design features within product contact zones, but also the splash zones and equipment’s structural support.”
Processors can enhance performance with integrated conveyor lines in which the data collected by sensors on one machine automatically triggers all the necessary adjustments to other machines on the line without human intervention, Sanchez says. He notes, for instance, that data about changes to product flow from downstream equipment can trigger upstream gates or diverters on distribution shakers to control feed rates.
Find the right fit
Situating conveyors that are suitable for the specific operating environment is pivotal as well, says Ben VanKauwenberg, engineer manager for Koss Industrial Inc., a Green Bay, Wis.-based conveyor manufacturer. That includes selecting the conveyor construction elements that are appropriate for the different sections of a dairy plant, he says.
“In packaging areas, non-sanitary conveyors may be acceptable, but those same conveyors would fall apart in weeks in a brine room,” VanKauwenberg says.
An effective conveyor will have an easy-to-use toolless disassembly process, he says, adding that conveyors for product contact should have minimal welded fasteners, which can create bacteria harborage points and cleaning difficulty.
“Sanitation time is a huge drain on any operator,” VanKauwenberg says. “Having sanitary conveyors that are easy to clean on a daily basis is a huge cost savings in terms of labor and chemical cost.”
It can be tempting, however, for processors to choose conveyors with components that are inappropriate for an application because they already have the necessary spare parts, he says. “Selecting the proper conveyor components may result in additional spare parts to stock, but it’s the best solution for maximizing uptime and maintaining the highest level of cleanliness in your facility,” VanKauwenberg says.
It is crucial, meanwhile, that processors comply with sanitary regulatory requirements, which may require material upgrades, precision welding and meeting finishing specifications, says Carl Plamann, account manager for Winneconne, Wis. -based Multi-Conveyor. “It could cause a big headache and costly equipment retrofit post-installation when these critical sanitation and food safety issues are overlooked,” he notes. Processors should extensively research sanitation, safety, cleaning and maintenance elements when considering conveyors, Plamann states.
“Don’t let price or unusually quick delivery requests take over as your focal point,” he says. “Make sure the conveyor system you're considering checks all of your unique application boxes, which can include construction, performance, immediate application requirements, original equipment manufacturer communications and anticipated future product or building expansion plans. Your conveyor should last for decades. Plan ahead.”
Make hygiene a top priority
Because having the proper sanitation is pivotal, it is important that designs eliminate harborage points for bacteria while making cleaning easier, explains Jeff Falash, research and development manager for Nercon, a Neenah, Wis.-based conveyor manufacturer.
Keeping dairy products in facilities safe and free of contaminants, however, is a major processor challenge, he says, particularly because of the need to minimize cleaning and maintenance downtime to meet operating demands. The most efficient systems, Falash says, have open designs that allow for quick cleaning whenever there is a spill or excessive buildup.
“Buy equipment that has seen extensive testing and proven operation,” he advises.
Other important elements for hygienic conveyors include food-grade belting and solid crossbars and supports with no hollow bodies that can harbor bacteria, notes Ken Lento, small business unit manager, geo central and optical for FlexLink Systems Inc., an Allentown, Pa.-based conveyor manufacturer.
“Providing food-safe equipment to reduce the risks of recalls and providing the best for consumers is important,” he says. “Dairy manufacturers can look for validations of a supplier’s design. It is easy to say a conveyor is compliant with standards and designs, but being tested and qualified provides the needed information that the conveyor is compliant.”
Cleanability is ‘king’ in dairy environment, adds Kevin Mauger, president of Souderton, Pa.-based SideDrive Conveyor Co.
“Most conveyors can be washed down, but not many have open visual access to be able to easily see what you are cleaning, let alone allow direct access to clean. If you can’t see it, you can’t effectively clean it,” he says. “A conveyor that can be configured to suit the available space can help with line design and overall fit into the facility. A sturdy, well-designed conveyor should run more or less forever, and there are many designs and products that qualify.”
Get the take on technology
While belt and roller conveyor systems are common in dairy facilities, pneumatic conveyors, which use air pressure to send conveyor materials through a system of vertical and horizontal tubes, also support operations and have unique purchasing considerations.
Processors, for instance, should first determine their products’ flow characteristics to calculate the necessary equipment sizes, airflow and pressure loss for the planned routing, says Bryan Watts, technical engineer at Schenck Process LLC, a Darmstadt, Germany -based provider of conveying technologies. Indeed, using test data to pinpoint the required pressure drop enables operators to select the best line and blower size for their needs, while using a variable-frequency drive (VFD) to further adjust the blower speeds “is one of the best methods to increase the efficiency based on current needs and to handle future changes,” he says.
Watt adds that “design of the layout and routing early on helps identify options that can improve the system, and proper assembly ensures the system operates as designed.”
Processors seeking to run conveyors in the most efficient manner should receive on-site training from the manufacturer while also implementing short- and long-term maintenance strategies, Kuhnz says, adding that plants should have the necessary spare parts available as well.
“Keeping a pulse on wear items, anticipating replacement and having critical spares leads to maximum uptime for the conveyors, especially in harsh caustic washdown environments,” he says.
In addition, it is valuable for processors to leverage technologies that can support both their current and future throughput needs while meeting footprint and total cost of ownership restrictions, says Moyna Bammi Bedi, food business development analyst for Intralox, a New Orleans-based supplier of conveyor belts. It can be arduous, however, to add newer technologies into existing and often old dairy infrastructures, she states.
“Working around building structures and existing equipment with space restrictions can lead to less-than-optimal solutions,” Bedi notes.
Solve the palletizing puzzle
The optimal palletizers, meanwhile, will also meet processors’ speed, space and budget requirements, says Bryan Sinicrope, vice president of marketing and integrator sales for A-B-C Packaging Machine Corp., a Tarpon Springs, Fla.-based palletizer manufacturer. He notes that high-level palletizers usually operate at the fastest speeds, while low-level and robotic palletizers typically have smaller footprints.
“The palletizer must fit the floor plan, orient and accumulate product efficiently, and have efficient full-pallet transfer,” Sinicrope says, adding that robotics is likely necessary when palletizing mixed loads. And semi-automatic palletizers are a “good choice” for small budgets.
“If you can bring multiple lines to a robotic palletizer, your return on investment increases exponentially,” says Dan Altman, vice president of sales and marketing for Delkor Systems Inc., a St. Paul, Minn.-based palletizer developer. He notes that conventional palletizers may be the best choice for plants that run the same product, and “after that, it is all about options.”
Processors, for instance, should leverage machinery with automatic dispensers if they seek palletizers that do not shut down to replenish pallets or slip sheets, Altman says. Operators that want pallets to exit the system fully stretch wrapped, meanwhile, will need conveyors to move the pallets to the stretch wrapper.
“All of these additional items cost money, so the decision-making is extremely important,” Altman says.
It also is crucial that the end-of-arm tool is the right design for the processors’ specific products and that the software and controls running the systems are appropriate for the application, he says.
In addition, having the necessary floor space is essential for leveraging the appropriate palletizers, Altman states. “Most dairies do not have the room to get high-level conventional palletizers in due to ceiling height. Or for robotic palletizers, they can take up a good chunk of space if multiple lines are running to it.”
Generating an attractive return on investment (ROI) for palletizing can be difficult as well, particularly if the technology operates only during a single shift, Altman says.
“The payback is not there on paper,” he states, noting that processors should “put costs to everything to generate your ROI,” including speed requirements and the need to support different pallet types in the future.
Among the elements that separate superior palletizers from average equipment are designs with a user-friendly intuitive human-machine interface, technologies with diagnostics that help operators troubleshoot and machines that offer easy access for service support and preventative maintenance, says Ryan Womble, director of sales for Covington, Ky.-based ProMach Inc.’s Quest brand of palletizers.
He agrees that processors might have difficulty situating many types of palletizers in plants. “Dairy processing facilities have limited space, so designing a solution for that space can be a challenge,” Womble says.
Investments in automated palletizing systems, meanwhile, will become more attractive as labor costs increase, Bedi says. “COVID-19 and other political changes have also resulted in processors having to rely less on labor to complete tasks like manually sorting and palletizing products,” she notes.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




