Danone North America’s plant is a master of flexibility
The company’s Minster, Ohio, facility has to be nimble to produce a slew of products, including Activia drinks and yogurt cups.

The Minster plant is the only one of Danone North America’s 13 plants that manufactures Activia probiotic dailies.

The Minster plant uses autonomous guided vehicles to pick up the pallets at the end of the line.
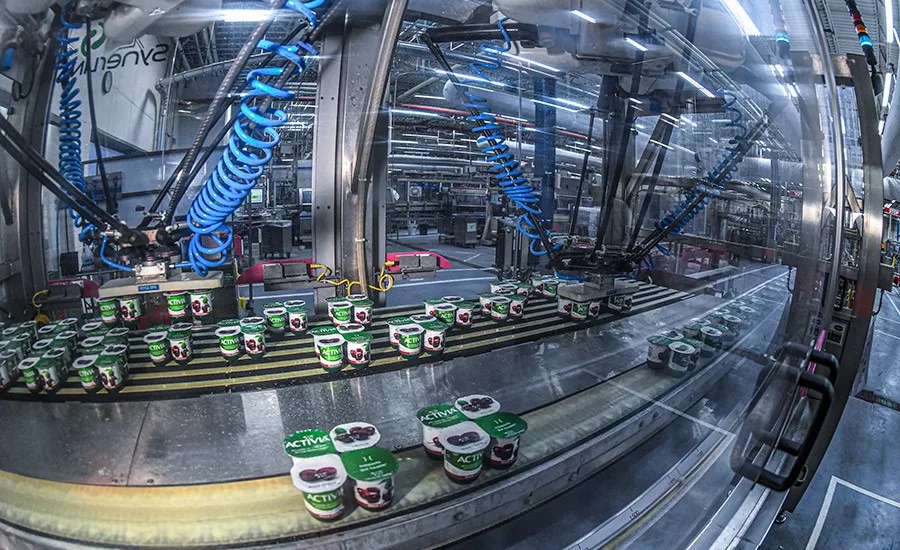
Activia yogurt cups are conveyed down the packaging line.

Danone North America’s 440,000-square-foot Minster, Ohio, plant produces the lion’s share of its Activia brand’s products.

Activia yogurt cups are packaged into boxes before being palletized.
Danone North America is a dairy behemoth — coming in at No. 4 on Dairy Foods’ 2020 Dairy 100 list of the largest dairy processors in North America. And it operates 13 plants to manufacture its many product lines. One of its largest — a 440,000-square-foot facility located in Minster, Ohio — is where the company produces Activia offerings, along with Danimals, Light + Fit, DanActive, Oikos, and Dannon.
“About 60% of what's on the yogurt market that's [Danone North America] product in North America comes from the Minster plant,” says Senior Plant Director Dave Merritt.
When the plant was opened in 1968, it only had one production line and manufactured 180,000 yogurt cups in that first year. Now, the Minster facility is responsible for 200-plus SKUs and creates 5 million cups or bottle servings a day, Merritt says.
Manufacturing these hundreds of product lines requires the plant to be focused on flexibility, notes Merritt.
“We know that change is always happening at Minster,” he says. “We know never to sit and say, oh, this is it, we're done.”
‘Cultural’ journey
The journey of an Activia product begins in milk receiving. The Minster plant gets both traditional and Non-GMO Project Verified milk — the kind used in most Activia products. The two milk types are segregated from each other here and stay segregated throughout the process, Merritt says. Milk is received 24 hours a day, seven days a week, with only a few pauses for holidays; the plant averages 65 tankers a day.
The Minster plant gets 70% of its milk from farms located within 100 miles from the facility, Merritt points out. These farms range from small family farms with only six cows to farms with around 3,500 cows.
In receiving, the milk goes through a series of antibody tests. Once it is cleared, the milk is offloaded into one of four raw milk silos. At this point, the cream is separated and the milk is turned into it skim milk, Merritt explains.
“We'll take the skim milk and that goes into what we call batching,” he notes. “So the milk basically goes into the tank and it's ready to be batched/mixed with dry ingredients.”
As the product exits batching, it is pasteurized using a high-temperature/short-time system on its journey to a fermentation tank — where the all-important cultures are introduced, transforming it into yogurt.
“So it's this single process of culture addition at fermentation where we cook it basically,” Merritt points out.
How long the product stays in the fermentation tank depends on which Activia product the plant is producing. It can be anywhere from six to nine hours.
“As soon as that's done cooking … we'll pull it through a cooler. The cooler stops the fermentation process, and then it goes into what we call a surge tank,” Merritt says. “And … that yogurt is now ready to be pumped through a filler to a production to be filled, sealed, packaged, and palletized. So those surge tanks are what we feed our production lines from.”
The Minster plant operates 16 production lines for all the different types of offerings that it produces on-site. For Activia, the plant has five production lines: three used daily to manufacture Activia 4-ounce cups, two lines that operate three days a week to produce Activia 7-ounce and 3.1-fluid-ounce drinks, and one line for Activia Greek that is usually used one day a week.
The surge tank can feed multiple fillers, notes Merritt. On the day of Dairy Foods’ visit to the plant, two lines were being run with Activia 4-ounce cups — both being fed by the same tank.
“And so you're just constantly keeping that tank full so that you're supplying the fillers, keeping them from running out of milk,” Merritt explains.
Package it up
When the yogurt is pumped into the filler, it is mixed with fruit(s) to create the appropriate flavor, Merritt remarks.
“The fruit room sits just above the filler on a separate level,” he notes. “And it just basically flows down as needed, and it gets mixed at the right ratio and pumped straight into the cup.”
Before then, plastic rollstock is formed into those yogurt cups, Merritt explains. At this point, “the label is applied to the outside” of the cups, which are still joined together on one sheet of plastic.
After the Activia yogurt is filled into a cup, it is covered with a foil lid. The product is sealed, and the cups are punched out from the plastic sheet to create individual units. From there, the individual units are packaged into different formats such as single-serve, four-packs, and 12-packs. Then the packages go through X-ray detection.
“We have an X-ray on all of our fillers, and we're looking for anything that isn't supposed to be there,” Merritt offers. “The X-ray detects also if there's a cup missing for some reason.”
With many different formats of Activia manufactured at the plant, the facility may go through multiple packaging line changeovers in a day.
“So you may pump a strawberry and peach yogurt for the entire day, and you may change over the line several times to put it in different packaging,” says Merritt.
After being packaged, the yogurt moves down a conveyor to be palletized. The plant uses autonomous guided vehicles here, notes Merritt, which pick up the pallets at the end of the line.
“Then that pallet will go through what we call the cooling tunnel, and we'll cool the product …,” he adds. “Once that's completed, it goes into what we call distribution or a cooler. And from that point, it's always maintained in cold storage.”
Activia’s on-site warehouse has “over 100,000 square feet of internal warehouse/finished goods cooler space, almost 30 shipping and receiving doors, and over 4,000 pallet spots for finished goods, ingredients, and packaging material,” Merritt notes.
Some products travel directly to the customer from the cooler, Merritt adds, and others are moved to a distribution center.
A digital transformation
As production volume at the Minster plant grew over the years, Danone North America added new equipment to accommodate the increased demand. Merritt explains that since he arrived at the plant five years ago, the facility added three fillers — one for Greek yogurt and two for drinks.
According to Merritt, the Minster plant is the only one that produces Activia dailies — the 3.1-ounce yogurt shots that provide a convenient way for consumers to get daily probiotics. The growing demand for these shots was one of the reasons the plant purchased new drink fillers.
Other recent production changes include what Merritt calls the plant’s “digital transformation.”
“The plant has a lot of spreadsheets,” he adds. “We're consolidating that with some low- and zero-code type platforms that are ... taking a lot of data, and they're very quickly turning it into information that I can use to become smarter and make smart actions against it.”
The idea is to take all the information that the plant receives from its equipment-monitoring systems and turn it into usable data. And Merritt can use this data to propose ideas to the leadership team.
“That digital transformation is where we are driving flexibility and agility into the system,” he adds.
Part of the plant’s digital transformation is changing the way maintenance requests are made. If equipment operators notice an issue, they now fill out a “tag,” Merritt points out.
“The feedback actually comes through the workstation. [The operators] can check on the progress,” he explains. “Whereas before it was extremely manual and you had [to] … walk to a different area of the plant to find it. That's sort of the digital transformation that's helping to make a difference to our operators.”
As far as future equipment or technology purchases, Merritt says he looks for what can give him flexibility.
“If you give me a machine that only makes one case and that's it, if a customer asks me for a different style, now I can't deliver it without another huge CapEx investment,” he adds. “Whereas if you give me something that's flexible, now I might be able to adapt to a smaller customer and be able to deliver exactly what they're looking for.”
Focus on safety
Merritt says that Danone North America takes food safety and plant sanitization very seriously. The Minster, Ohio, plant meets all FDA requirements, performs “lots of audits” to ensure cleaning is effective and undergoes weekly inspections from the Ohio Department of Agriculture.
“We're making food,” he continues. “And as a consumer of food, I like to know that those facilities are cleaned; I'm getting a safe product.”
The plant has a “huge team” of people who are responsible for cleaning, Merritt explains. Instead of operating a specific cleaning shift, they monitor how long a line has been in operation. Once the line is at its allotted production time, the plant uses clean-in-place procedures along with hand-cleaning to sanitize equipment. After cleaning, the plant takes micro samples to ensure the line is ready to go.
“We have a lot of flexibility built into our cleaning to be able to isolate a system and clean it while the rest of the plant is running,” Merritt says. “And we build that into our production schedule that today this line is going to be down for a certain time to be cleaned, and then on it goes.”
To make sure the plant is producing a safe and great-tasting product, employees take samples throughout production. The process includes an on-site lab where microbiological tests are conducted on product samples.
“We're constantly taking samples — from the antibiotic testing when the milk arrives all the way to finished product where we do analytical, packaging, and sensory reviews,” Merritt notes.
At the end of production, samples also are taken from the cooler. Some are checked for temperature, and others are held in the lab for shelf-life testing.
“We'll keep samples. Some [we] will open within a day or two, some that same day,” Merritt points out. “And some we hold all the way to code plus two days. And we're validating and learning, you know, making sure that it's staying safe.”
Merritt says another safety issue — employee safety — is the main key performance indicator on which he focuses.
“I have a saying: I tell people, ‘I don't want you to get hurt making yogurt,’” he remarks. “There's just no reason for it.”
To ensure the safety of Minster plant employees, the plant has safety engagement programs that it reevaluates monthly as needs come up. Merritt says in deciding if the plant should adapt existing safety programs, he asks questions such as, “Where do we need to target the message and the engagement? Is it with new folks? Is it with folks that have been in the plant for years? How do we ensure people are really paying attention?”
Sustainability standout
On a corporate level, Danone North America is very committed to issues around sustainability. And in the Minster plant specifically, it has achieved the milestone of zero waste to landfill, Merritt notes.
“Minster in late 2019 achieved zero waste to landfill status — meaning less than 1% of our waste goes to the landfill,” he points out. “We're actually at 0.46%.”
To accomplish this goal, the plant places a premium on recycling. For example, if it has a tank of yogurt that goes bad, it is often used as feed for farm animals.
“Even cups that are filled that have yogurt in them, if … there's an issue with it, we squeeze the yogurt out of it, the yogurt gets slopped and that plastic is then taken to process,” Merritt explains. “So I think that's the biggest thing for Minster that I'm proud of is that we really are focused in on being good at zero waste to landfill. And for a plant that does 700 million pounds plus of yogurt a year, that's a big deal to me, and I'm very proud of that.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






