The latest pumps, valves and lubricants offer increased adaptability and hygienic design












TWIN SCREW PUMP
Ampco Pumps says it joined forces with Bornemann, the first twin screw pump supplier. The original hygienic SLH twin screw pump design debuted in 2004 based on 150 years of proven Bornemann technology. Experience, along with meeting the hygienic requirements of the European Hygienic Engineering and Design Group and 3-A Sanitary Standards, has made Ampco a leader in sanitary twin screw pump technology for modern day applications. The SLH has dual-duty capabilities for processing and clean-in-place operations without additional pump requirements. Ampco’s partnership with Bornemann provides proven products, great service, technical expertise and an extensive stock of replacement parts and complete pumps in Milwaukee for quick delivery.
800-737-8671; www.ampcopumps.com/slh-twin-screw/
QUICK VALVE DELIVERY
Burkert says it offers the Quick-Delivery program, which features over 2,500 of its top-selling items in the most frequently used sizes and options, including solenoid valves, control valve packages, diaphragm valves, process transmitters/controllers, angle seat valves, universal control tops, flow meters and control cabinets. The items are all assembled to meet each company’s application requirements.
800-325-1405; www.burkert-usa.com
CENTRIFUGAL PUMPS
In the evolving dairy processing market, Central States Industrial (CSI) says processors need high-quality, competitively priced hygienic pumps that feature the latest design innovations. The LKH Series pumps from Alfa Laval step in to meet these unique demands. The LKH family is a comprehensive line of sanitary centrifugal solutions designed to increase process productivity while providing high efficiency and gentle product handling — all contributing to improved product margins. With three Pump Solution Centers around the United States that maintain a large stock of LKH Pumps, CSI provides quick delivery to dairy processors.
417-831-1411; www.csidesigns.com/
HYGIENIC ROTARY VALVE
Coperion says its ZRD hygienic (heavy-duty premium) rotary valve is specially designed for sanitary dairy powder applications in which contamination is a constant concern and frequent disassembly and cleaning are required. This unique valve design includes a full-access extraction system, which can be easily wet or dry cleaned in place without removing the valve from the dairy powder process. The unit is specially designed to avoid contamination with product contact surfaces constructed from DIN 1.4404 (AISI 316L) stainless steel. It handles pressure differentials up to 21 psi(g) and temperatures up to 212 degrees Fahrenheit; higher temperature options are available.
785-825-3830; www.coperion.com
SINGLE-SEAT VALES
Dixon Sanitary says it offers 3-A Certified SSV Series hygienic single-seat valves in both shutoff and divert body styles in sizes of 1 to 4 inches. The SSV valves are available with pneumatic actuators with manual handles, with or without control tops, and with clamp or weld ports. Valves are manufactured in 316L stainless steel with EPDM or fluoroelastomer elastomers. The stem seal is available as an O-Ring or PTFE Plug. The body is manufactured from solid bar and is completely drainable.
800-789-1718; www.dixonvalve.com
ANGLE BODY VALVES
Emerson’s ASCO Series 290 angle body valves offer fluid control for dairy applications. The valves achieve high flow rates while satisfying stringent dairy industry requirements. The direct-acting angle-body piston valve is pressure-operated, offering high flow and options to handle a wide range of aggressive media types and harsh operating environments. The direct-acting piston and disc seal design provide tight shutoff in both directions. It also has an anti-water hammer feature and a rugged watertight actuator that is made from tough fiber composite and protected with a double O-ring seal. Series 290FB complies with FDA-CFR-21 and EC 1935-2005 for auxiliary processing and sanitary environments, Emerson says.
973-966-2000; www.Emerson.com/FoodandBeverage
ADAPTABLE PUMP
Fristam says its FDS twin screw pumps are designed to be the easiest to operate and maintain and the most reliable, robust and long-lasting twin screw pumps available. The FDS pumps can transport an impressive range of food and beverages gently and reliably, from delicate cheese products (cottage cheese, ricotta, feta) and shear-sensitive cultured products (sour cream, yogurt) to large particles (yogurt or ice cream mix with fruit inclusions). They also handle entrained-air applications such as whipped cream cheese without becoming air-bound. The pumps handle both production and clean-in-place applications; they also can be sterilized in place.
800-841-5001; www.fristam.com/usa
LKH PUMP AND SSV VALVE
Harco Enterprises Ltd. says it offers the LKH pump from Alfa Laval, which is an efficient, economical centrifugal pump that meets hygienic and gentle product treatment and chemical resistance requirements. The front-loading design allows for quick, easy replacement, providing more uptime with lower maintenance costs. The company also offers the Alfa Laval unique single-seat valve (SSV) — a pneumatic valve designed for uninterrupted production in a broad range of hygiene-critical applications. The SSV range of food-grade valves is engineered to provide excellent hygiene and cleanability. Items in the range can be configured as a shutoff or changeover valve with various actuators, plugs and valve body configurations.
705-743-5361; www.harcosupply.com
VERSATILE PUMP
Pumps are important for processing dairy products ranging from milk to fruit mixes. It is vital to be able to pump the product at sufficient speed, volume and pressure while not changing its attributes. The HRS BP Series of positive displacement pumps from HRS Heat Exchangers features adjustable flow rates, ranging between 80 and 5,250 gallons per hour, as well as a high pressure drop of up to 435 psi. This makes them suitable for a wide range of high-viscosity, shear-sensitive and large-particle-containing fluids, the company says, including creams, custards, yogurts and compotes. Clap valves allow the pumping of whole fruits, further increasing flexibility.
770-726-3540; www.hrs-heatexchangers.com
MORE EFFICIENT PUMP
Koss Industrial Inc., an Alfa Laval Master Distributor and Pump SuperCenter, announces the arrival of the LKH Prime 10 pump. The pump is 60% more efficient than liquid ring (MR) technology and outperforms all current competitors in energy efficiency. According to Koss, it is ideal for low-flow/low-pressure situations, can be used for both clean-in-place return and product, and offers significant noise emission reduction versus MR and leading competitors. The product is also available in 3-A Certified and UltraPure variants. Based on the popular LKH platform, where one seal fits 10 different pumps, the self-priming LKH Prime 10 offers significant capital and installation cost savings.
800-844-6261; www.kossindustrial.com
DUAL-PURPOSE PUMP
Nelson-Jameson says it offers Alfa Laval’s LKH series, a family of highly efficient and economical centrifugal pumps that recently became more advanced with the launch of the LKH Prime. The Prime specializes in pumping liquids with a large amount of entrained air and represents a significantly improved solution to the traditional liquid ring technology that has not changed much over the past 30 years. The Prime has “air screw” technology that compresses gases and pushes them into the pumping stage. This results in a significant increase in pump efficiency, 80% less noise and the flexibility of being a dual-purpose pump for clean-in-place and process systems.
800-826-8302; www.nelsonjameson.com
FAST-CLEAN ROTARY VALVES
The design of heavy-duty modular fast-clean (HDMF) rotary valves reduces downtime and significantly improves productivity for powder processors, especially when frequent cleaning is required. Powder-Process Solutions says HDMF sanitary valves are operator-friendly and have a patented Rotalign self-centralizing bearing assembly. Blow-through and drop-through models are available. No special tools are needed to access the inside of valve, which allows access to both end covers simultaneously. In addition, the rotor can spin freely, which makes cleaning and accessing all sides of it easy. Minimal training is required. Special tapered-bore design and guide rails provide scratch-free rotor extraction and insertion.
877-933-2556; www.powder-solutions.com
AIRLOCK FOR SANITARY PROCESSES
According to Schneck Process LLC., global cleanable airlock (GCA) is designed specifically to meet challenging sanitary requirements. One of its unique features is a rail system that simplifies removal of the endplate/rotor assembly from the housing, providing access to the internal valve cavity for quick and easy cleaning. Additionally, components used in product contact areas are constructed of FDA- and EC 1935/2004-approved materials, making the equipment ideal for use in food and dairy applications. An oversized rotor shaft creates a naturally radiused rotor pocket for more complete product release.
816-891-9300; www.schenckprocess.com/us
MIX-PROOF VALVE
SPX Flow Inc. says it added a new valve to its D4 Series double-seat mix-proof portfolio. The new D4PMO valve was designed specifically for the U.S dairy market. It is based on the already proven design of the core D4 mix-proof range, with additional features to meet Pasteurized Milk Ordinance standards such as maintaining zero pressure within the vent cavity and the impingement of clean-in-place fluid during seat lift operation. To manage seat lift detection, the D4PMO valve includes the advanced CU4plus control unit as standard. The D4PMO valve is competitively priced and offers dairy businesses a budget-friendly solution.
262-728-4934; www.spxflow.com
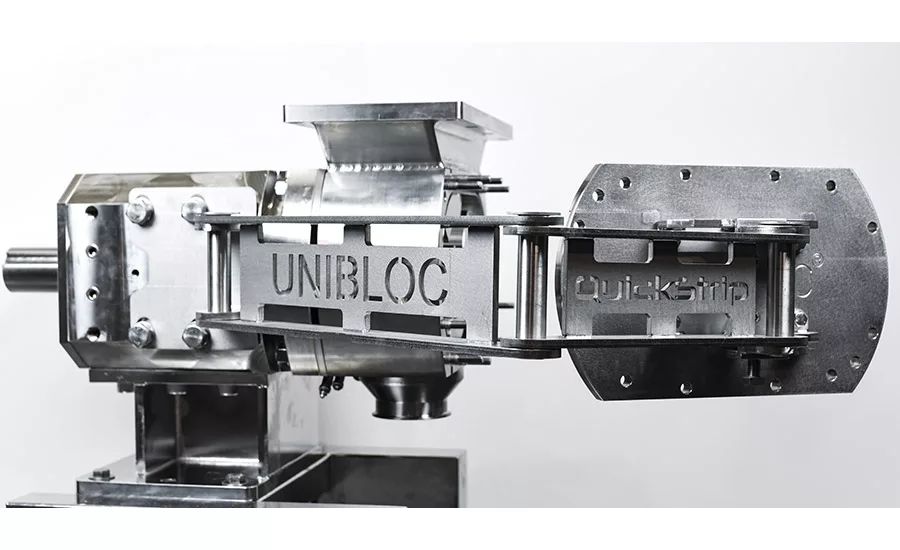
PUMP WITH NEW SAFETY FEATURES
Unibloc Pump says it introduced the QuickStrip FoodFirst (QS FF) 600 series pumps. Utilizing fewer parts and featuring one-way assembly, QS FF 600 series pumps are less susceptible to damage during cleaning. By eliminating most potential causes of foreign material and adding new safety features, the QS FF 600 pumps further enhance the performance, cleanability and food safety features of the QuickStrip family of pumps. The QS FF 600 pumps are precision-engineered from stainless steel for optimal efficiency and safety. The patent-pending design has no rotor bolts or front cover O-ring, helping to eliminate common sources of foreign material, and features a Safety Swing Arm for added protection.
770-218-8900; www.UniblocPump.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






