The latest pumps and valves improve on hygienic design









VALVE-SENSING UNIT
Alfa Laval said it introduced the latest version of the Alfa Laval ThinkTop, the company’s best-selling valve-sensing and control unit for hygienic valves used in the dairy industry. The second-generation units — Alfa Laval ThinkTop V50 and V70 — provide real-time information about valve-operating status while helping to improve production performance. They also have an up to 90% faster setup, reduce water consumption by up to 90%, instantly identify valves, prevent external corrosion and contamination, and feature a clean geometric design.
262-605-2600; www.alfalaval.us
STAINLESS STEEL VALVE
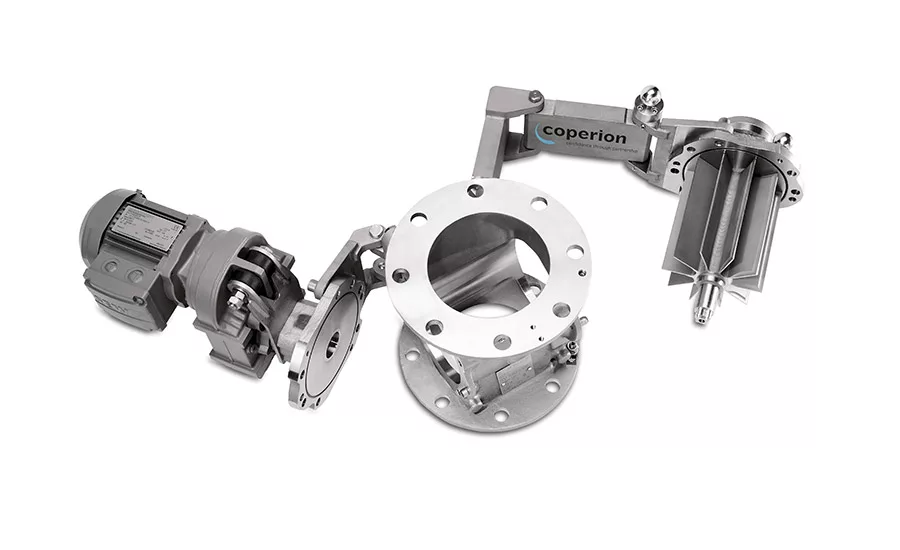
Coperion’s ZRD Hygienic (heavy-duty premium) rotary valve is especially designed for sanitary dairy powder applications where contamination is a constant concern and frequent disassembly and cleaning are required. The unit is designed to avoid contamination with product contact surfaces constructed from DIN 1.4404 (AISI 316L) stainless steel. When coupled with Coperion’s added Rotorcheck feature, the valve can detect metal or foreign material contact between the blades. Valve housing ensures safe operation and processing of dairy powders, the company said.
785-825-3830; www.coperion.com
HYGENIC TUBE VALVE BODY
Burkert Fluid Control Systems presented a completely new body type for diaphragm valves aimed at applications in hygienic environments. The body, manufactured through the use of a patented manufacturing procedure called hydroforming technology, satisfies the highest requirements imposed on materials and cleanability. According to the company, the Burkert tube valve body is manufactured with high-quality 316L stainless steel, the same material often used in other plant or system lines. This enables hygienic tube-to-tube welding of virtually identical materials.
704-504-4440; www.burkert-usa.com
TANKER VALVE
Dixon Sanitary introduced the DX60 Series hygienic tanker valve. It is used on food-grade stainless-steel bulk transport trailers to safely load and unload milk and other food-grade products. According to Dixon, a patent-pending closure system eliminates the pinch point. A hygienic single-acting wiper seal increases seal life and decreases the need for any seal maintenance or replacement, which equals less down time. The easy-lock plunger prevents the valve from slamming shut during operation.
800-789-1718; www.dixonvalve.com
CHANGE-OVER VALVE
Rieger Flow Products LLC said the success of its PMO mix proof valve N2 influenced the development of the hygienic mix proof change-over valve N32. The N32 has the same unique sealing principle of the N2, but also has a metallic stop as an additional safety feature and includes an additional change-over function. The valves are easy to clean in place, and assembly/disassembly can be done without special tools.
262 657 5566; www.rr-rieger.com
INTEGRATED ENCLOSURE SOLUTIONS
Emerson offers turnkey enclosure, panel and integrated assembly solutions for best-in-class fluid control and pneumatics products from Asco and Aventics. According to the company, by handing over the responsibility to an expert at Emerson, processors can free up valuable resources, reduce the number of suppliers and ensure firm control of over all project deadlines and costs.
973-966-2000; https://tinyurl.com/y34s37cw
FLEXIBLE HYGENIC PUMP
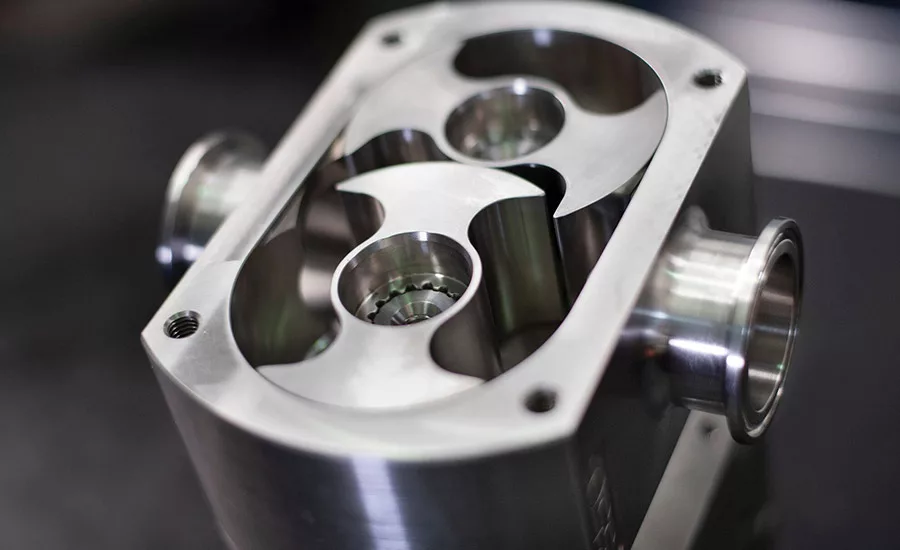
SPX Flow said its vast food and beverage pump portfolio is based on the strong APV and Waukesha Cherry-Burrell (WCB) brands. The UTS hygienic pump is designed for enhanced reliability and excellent productivity. Using the durable Waukesha 88 nongalling alloy, the pump has remarkably tight internal clearances that enable it to perform reliably with low slip, higher efficiency and reduced-discharge pulsation even when inlet pressure is low.
262-728-1900; www.spxflow.com/wcb
PUMP AND BLENDER IN ONE
Fristam Pumps USA’s FSI shear pump thoroughly blends product in a single pass. Designed with an integrated impeller, the FSI also transfers the blended product like a centrifugal pump, eliminating the need for both a blender and pump. Additionally, the FSI reduces maintenance time and parts expense with its simple front-loading seal, Fristam said. Dairy applications include butter, flavored milk, ice cream mix, sherbets, mellorine, novelties, eggnog, Greek yogurt, low-fat and nonfat sour cream, coffee creamers and dips.
800-841-5001; www.fristam.com/usa
EFFICIENT SHUTTER VALVES
Laufer Valve Technology’s LIAG free-flow shutter valves were invented in 1996 and were custom-made for viscous, hygienic processing. Laufer said no other valve features the cleanability, full-bore or low and infrequent maintenance inherent to LIAG’s valve design. The LIAG valves have only five wearing parts and don’t require any special tools, so plant managers can rely on them to keep their lines running at full efficiency and drastically reduced downtime. LIAG shutter valves regularly replace less-than-sanitary, high-maintenance ball, plug, stem, seat, diaphragm and butterfly valves.
562-232-4777; www.laufer-valve.com/
TWIN SCREW PUMP
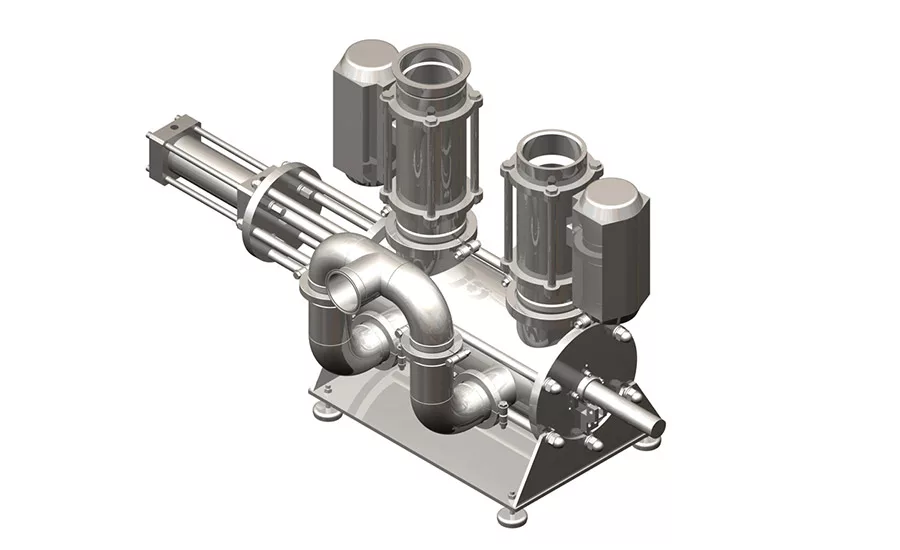
Nelson-Jameson said it offers the Alfa Laval OS twin screw pump, which is designed for optimal reliability and quick and easy maintenance. The pump provides the ability to pump both process media and clean-in-place supply with just one pump. It features a front-loading cartridge shaft seal and a rigid stainless-steel gearbox with timing gears located between bearings. This pump range provides balanced loading of the shaft assembly and an oil chamber design with enhanced lubrication to the bearings and gears. It is available in nine models based on three frame sizes. Each frame size is available with three different screw profiles for varying pressure, flow and solids-handling capabilities.
800-826-8302; nelsonjameson.com
TWO-PIECE BALL VALVE
Lee Industries said it has the industry’s first 3A Sanitary Certified ball valve. The valve is USDA-listed and is an ideal choice when ball valves must be specified for sanitary applications in demanding process operations. Lee’s exclusive two-piece ball valve design simplifies teardown, cleaning and service compared to conventional three-piece ball valves, which require more time and tools to maintain. Lee’s design delivers faster turnaround in batch production, shorter downtime intervals and lower maintenance costs. Lee’s valves are designed to meet the highest safety standards for critical processing applications and add efficiency to both production and maintenance.
814-342-0461; LeeInd.com
ADJUSTABLE PUMPS
HRS Heat Exchangers’ HRS BP series positive-displacement pumps feature adjustable flow rates, ranging between 80 and 5,250 gallons per hour, as well as high pressure drop of up to 435 pounds per square inch. This makes them suitable for a wide range of high-viscosity, shear-sensitive and large-particle-containing fluids, including creams, custards, yogurts and compotes. Clap valves allow the pumping of whole fruits, further increasing flexibility.
770-726 3540; www.hrs-heatexchangers.com
POSITIVE DISPLACEMENT PUMPS
Unibloc said it helps processors fight downtime. Its precision-engineered positive-displacement pumps can handle the toughest sanitary jobs and are easy to clean, keeping operations running. Unibloc’s team members are problem solvers who listen to customers and their unique needs.
770-218-8900; www.uniblocpump.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






