Equipment suppliers offer the latest filtration, sanitation and cleaning equipment
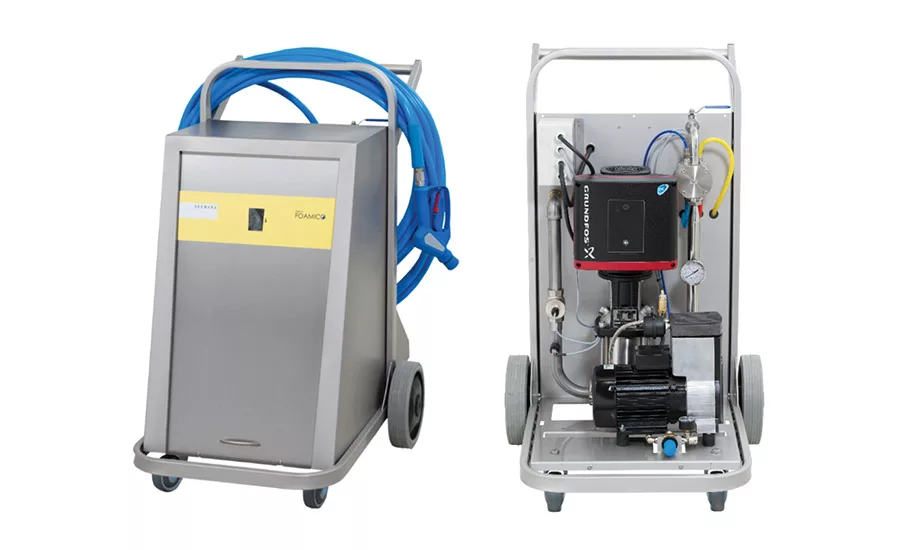

















FOAM CLEANING SYSTEM
Alpma Sulbana said it offers the Foamico boosted pressure foam cleaning system, which enables companies to rinse, foam and sanitize with one machine, one hose and one handle to switch functions. A robust housing made completely of stainless steel envelops the machinery, and its surface rinsing power of up to 725 psi reduces cleaning time while effectively removing dirt and oil without damaging equipment. Water consumption is significantly reduced with a recommended pre-foam setting, which loosens the dirt and oil for easy removal. The machine features color-coded chemical identification labels for the safest and simplest operation.
414-351-4253; www.alpma.com
LINES FOR PRODUCTION AND PURIFICATION
Eurodia Industrie and its U.S. subsidiary Ameridia Innovative Solutions said they supply process lines for the production and purification of dairy ingredients with minimized effluents. In addition to heat-stable WPC80 and high-quality proteins, the company focuses on demineralized whey products of all grades to meet the most demanding specifications. This features D90 whey — for which Eurodia customers’ production represents almost 70% of the world market — but also D70 and D50 products. These process lines combine ion exchange resins, nanofiltration, ultrafiltration and electrodialysis.
732-805 4003; www.ameridia.com
GEOMEMBRANE SYSTEMS
Anue Water Technologies said it launched customizable geomembrane coverings for outstanding odor elimination in food and beverage production, including dairy. The high-strength geomembranes are fitted with pockets that contain replaceable filter media, are custom engineered to fit each application and ensure exceptional broad-spectrum odor control for many applications. The filters are designed to remove all odors, including those from difficult sulfide and ammonia, and the system eliminates the need for costly chemicals or scrubber equipment, greatly reducing labor touch and Occupational Safety and Health Administration risks.
760-213-7739; www.anuewater.com
HIGH-PRODUCTIVITY MEMBRANE ELEMENT
The DairySep ultrafiltration series is a high-productivity membrane element specifically designed for food, dairy and enzyme production. Applied Biomimetic said it developed a proprietary membrane-casting technique. The membranes feature very high retention of target proteins and molecules and a narrow molecular-weight cut-off variation. The DairySep reduces the number of elements required to purchase and clean, and it allows for capacity expansion. Energy savings also are possible in lower viscosity applications, reducing loop energy use. The elements are available in standard diameters and internal configurations, allowing the DairySep ultrafiltration elements to be easily retrofitted into existing ultrafiltration systems.
240-292-1129; www.appliedbiomimetic.com
TOTE WASHER FOR CONVEYORS
The conveyor washer from Better Engineering has a 24-inch-wide belt and is designed to clean plastic totes of various depths used in the food processing industry. It is a multi-stage system with wash, sanitize and steam heat cycles that meet industry cleaning standards. The belt has “pushers” to guide the totes through the cycles and to help keep them in place. Better Engineering said its parts-cleaning systems clean and sanitize a variety of bins, pails, mixers, crates, containers, slats and pallets.
800-229-3380 x320; www.betterengineering.com
MODULAR CARTRIDGE BIN VENT
Coperion said its K-Tron modular cartridge bin vent provides excellent air filtration of fine airborne particles from within a storage tank and releases clean air to the atmosphere. Material is pneumatically conveyed into a storage tank, while fine particles and air are efficiently separated by the unit’s large cartridge filter, enabling clean air to pass from the tank out to the atmosphere. Reverse jet cleaning from a compressed air accumulator pulses the cartridge filter, dislodging any fine particles and returning them to the storage tank. The cartridge filter hangs vertically and has shallow open pleats for efficient dust release. Quick-release clamps allow easy access to the cartridge filter.
785-825-3830; www.coperion.com
SUSTAINABLE WASTEWATER MANAGEMENT PLANT
Complete Filtration Resources said a wastewater treatment plant (WWTP) often can be a bottleneck for production if a plant has expanded in recent years while the WWTP has not. Complete Filtration Resources can help companies reduce the hydraulic bottleneck and improve effluent quality by upgrading a WWTP from conventional biological treatment to a membrane bioreactor. The company can provide cutting-edge analysis and technical solutions to all water and wastewater management challenges, allowing any plant to run at 100% capacity.
800-301-3254; www.gotocompletefiltration.com
MEMBRANE FILTRATION AND ION EXCHANGE
Koch Separation Solutions (KSS) said it leverages synergistic technology, including membrane filtration and ion exchange. The company offers solutions for the most demanding applications across food and beverage and other markets. For the dairy industry, it offers a suite of membrane-based technologies, including the Dairy-Pro spiral membrane for fractionation, concentration and purification of dairy proteins; the SelRO nanofiltration membrane for caustic recovery; and the Pulsion MBR for water-reuse applications. KSS is a Koch Engineered Solutions company.
208-340-1268; www.kochseparation.com
PRIMARY WASTEWATER TREATMENT SYSTEM
The GEM (gas energy mixing) system from Clean Water Technology manages the flocculation and flotation process, significantly reducing total suspended solids; fats, oils and grease; and biological oxygen demand/chemical oxygen demand from processed wastewater. Instead of relying on aeration tanks and a random particle collision method to float particles, the system dissolves air into 100% of the wastewater stream. This technology separates solids and liquids, entraining air into the floc, while uncoiling polymers without shearing them. One GEM system processes a wide range of flow rates while generating better results, handles greater contaminant loading, and produces drier solids within a smaller footprint and less chemical usage than conventional dissolved air flotation systems, Clean Water Technology said.
310-380-4648; www.cwt-global.com
FOAM, SPRAY, FOG AND SCRUB SOLUTIONS
According to Nelson-Jameson, a proper cleaning program is a crucial component to the success of any brand. Nelson-Jameson created a 16-page cleaning equipment flyer that is full of equipment to help companies put a successful cleaning program in place, including foamers, floor scrubbers, sprayers, foggers, automated cleaning systems and more.
800-826-8302; www.nelsonjameson.com
HAND SANITIZER
The Inlet Control Twist from Frontmatec offers a controlled access release after completed disinfection of the hands. This product can be combined with all ITEC-branded walk-through sole cleaners and offers both a left- and right-hand version, making it a highly effective option for optimal sanitation. Frontmatec said the product is a top choice for plants because of its flexible and simple installation, easy integration into existing production access and service-friendly construction. The company also offers a wide variety of other hygiene solutions.
816-891-2440; www.frontmatec.com
CUSTOM MEMBRANE SYSTEMS
Koss Industrial said it offers custom-built membrane systems that are optimized, designed and fabricated for specific processes. Each membrane system is available in a variety of sizes and configurations. Standard features include ultrafiltration, microfiltration, nanofiltration or reverse osmosis technology; steam bundle; air-actuated control valves and traps; sanitary tanks; pressure pumps; resistance temperature detectors; pressure and level transmitters; membranes; and control panels. The company’s membrane systems help increase product quality, yield and production efficiencies; meet or exceed USDA sanitary standards; and are available at highly competitive prices — enabling the production of safe, quality products in a cost-effective manner.
800-844-6261; www.kossindustrial.com
LEAKAGE DETECTION
Reflectronics said its FluorLite-LX was specifically developed for leakage detection in whey permeate filtration. It automatically corrects for the light-extinction effect of solids in whey permeate. The sensor measures the fluorescence of tryptophan — an amino acid of milk proteins — to quantify true protein content and, importantly, ignore non-protein nitrogen. The measurement range is between 0.05% and 1% whey protein (100-10,000 parts per million) and up to 8% solids. The FluorLite-LX sensor also features automatic temperature correction, one 4-20mA output signal and simple PLC integration.
888-415-0441; www.reflectronics.com
MEMBRANE FILTRATION SYSTEMS
Membrane System Specialists (MSS) said it provides custom-designed skid-built membrane filtration systems for the dairy industry, specializing in microfiltration, ultrafiltration, reverse osmosis and nanofiltration systems with process integration, pasteurization (high temperature/short time), clean-in-place systems and process piping. MSS designs with a focus on quality, expandability and energy-efficiency to provide customers with solutions that meet their current needs but with flexibility for future expansion from a single skid system to complex multi-system and complete process solutions. This includes process design, engineering, utility specification, sanitary installation, controls integrations and operation training.
715-421-2333; www.mssincorporated.com
CROSSFLOW MICROFILTRATION SYSTEMS
Pall Food and Beverage said its Microflow XL-Brine systems are specifically designed to meet the needs and requirements of brine purification in modern cheese plants. Clarification is achieved without the need for filter aids or centrifuge. The fully automated Microflow system provides an environmentally friendly solution for longer brine life, with a reliable microbial stabilization that reduces the risk of cheese contamination from spoilage or pathogenic microorganisms during the brine salting process.
516-924-1525; www.pall.com
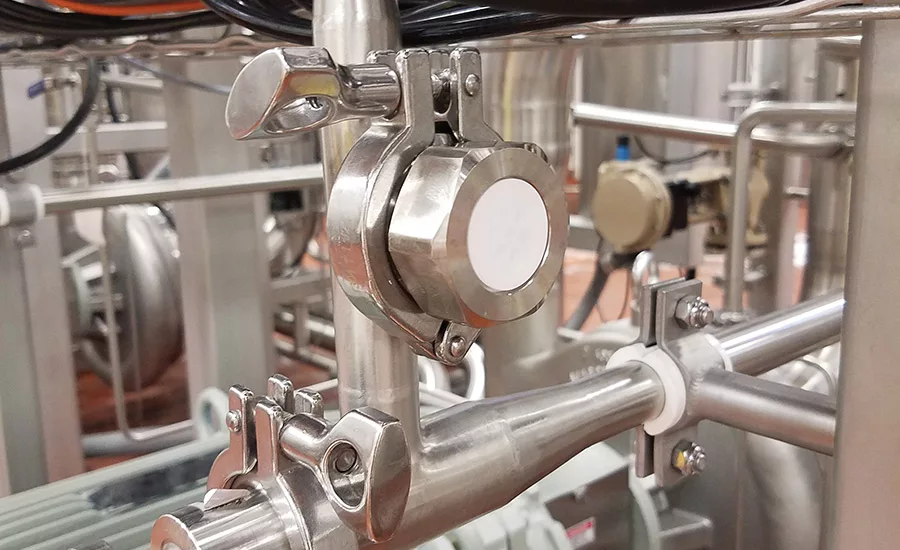
ASEPTIC PROCESS MONITORING
QualiTru Sampling Systems said it is a leader in aseptic process monitoring and contamination site sampling. For more than 30 years, the company has given food and beverage processing plants true, representative samples that provide the numbers from which business decisions can be made. Its aseptic sampling system is the key to validating critical control points and preventative controls for full regulatory compliance. The system is simple to use, easy to install and integrates seamlessly into current systems.
651-501-2337; www.QualiTru.com
FOULING ANALYSIS KIT
Realzyme said it developed a comprehensive range of cleaning solutions to ensure optimal productivity of filtration equipment. To optimize the filtration process, efficient cleaning is a key concern. With the non-destructive fouling analysis kit, Realzyme is able to clearly identify the nature of residues that may reduce equipment efficiency, allowing the recommendation of the most effective cleaning procedure to remove all stubborn residues, including organic, inorganic or biofilm compounds.
937-350-5660; www.realzyme.com
SUSTAINABLE MEMBRANE TECHNOLOGY
SPX Flow said its membrane technology is designed for protein separation and can increase cheese yields and the value of high-purity whey protein. The technology further protects the native proteins to enhance solubility and stability during heat treatment. Other advantages of the company’s membrane separation include the ability to recover both milk and water from the process for reuse. It can also be used to produce highly concentrated products with smaller volumes for transport, thereby lowering costs and helping reduce emissions.
980-474-3700; www.spxflow.com
MEMBRANE TECHNOLOGY FOR SANITARY APPLICATIONS
Suez Water Technologies & Solutions said it continues to innovate with its Dairy Optum AF sanitary membrane element to maximize yield and ensure quality. Its high-performance reverse-osmosis membrane maximizes concentration and optimizes demineralization. Advanced packaging solutions maintain element integrity and shelf life, and blister-free construction maintains compliance and maximizes element life. The membrane’s sanitary construction fully complies with FDA regulatory standards, and insertion rings ensure a safe and simple installation, support element integrity and minimize fluid bypass.
612-900-6808; www.suezwatertechnologies.com
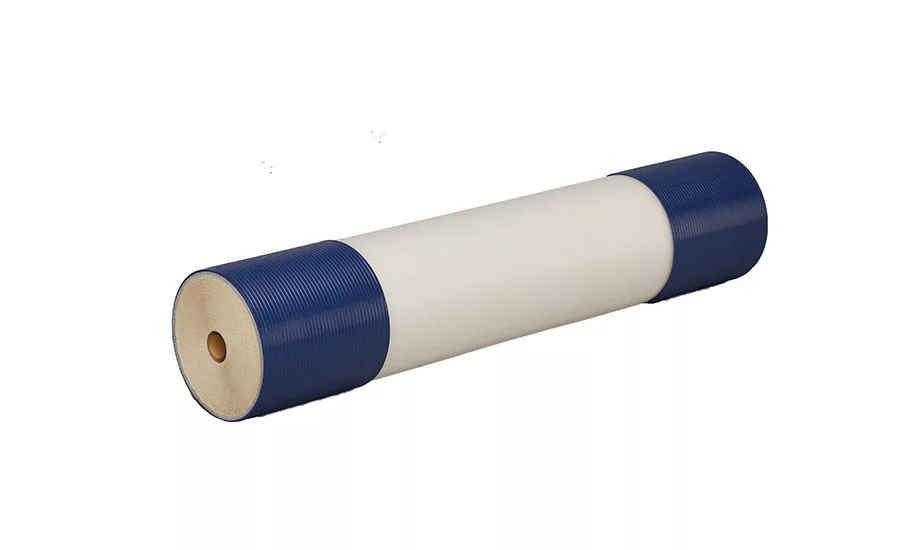
FOOD PROCESSING FILTER PRODUCTS
Schwartz Manufacturing said it expanded its line of filtration media sleeves for in-line strainer systems under its new brand Sani-Sleeve. With solutions ranging from 23 to 765 microns, Sani-Sleeve filters can now meet the needs of most food processing plants. Additionally, the company added air blow discs, pipe-line filter inserts and tanker vent filters to the Sani-Sleeve brand. Nonwoven media has 3-A Sanitary Standards certification.
920-793-1375; www.schwartzmfg.com
MEMBRANES AND SYSTEMS FOR ULTRAFILTRATION
Synder Filtration said it supplies membrane technology throughout the dairy industry. As a manufacturer of both membranes and systems, the company strives to provide quality products and reliable service for customers around the world. Its ultrafiltration line of elements has expanded to contain one of the most extensive pore size ranges available for use in applications such as whey protein concentration, milk protein isolation and cheese brine clarification. The company takes pride in fully understanding the needs of its customers to produce membranes and systems suitable for their separation needs.
707-451-6060; www.synderfiltration.com
MEMBRANE TECHNOLOGIES
Solecta Inc. said it engineers a suite of membrane technologies to maximize the recovery of high-value dairy components to help clients uncover opportunities to optimize their process. By taking a holistic view of clients’ operations, the company works to examine, uncover and deliver solutions that capture untapped value based on client business drivers — helping maximize the return on membrane investment. Solecta’s membrane technologies also provide consistent performance with excellent stability over time.
760-630-9643; www.solectamembranes.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







