Suppliers offer new filtration, cleaning and sanitation equipment












EQUIPMENT FOR WHEY PRODUCTION
For more than 30 years, Eurodia Industrie and its U.S. subsidiary, Ameridia Innovative Solutions Inc., have been successfully supplying process lines for the production and purification of dairy ingredients while minimizing effluents. In addition to heat-stable WPC80 and high-quality proteins, the companies focus on demineralized whey products of all grades to meet the most demanding specifications. This includes D50, D70 and especially D90 whey for the production of instant formula; the D90 production of Eurodia customers represents almost 70% of the world market, according to the companies. The Eurodia process lines combine ion exchange resins, chromatography, nanofiltration, ultrafiltration, microfiltration, reverse osmosis and electrodialysis.
707-690-1570 (x 102); www.ameridia.com
SUSTAINABILITY-DRIVEN FILTRATION TECHNOLOGY
Complete Filtration Resources Inc. says it is a cornerstone in membrane filtration technology. In addition to design/build services, the company provides service, spare parts and membranes. It offers in-house engineering, process and technical teams that can solve some of the most difficult challenges at the intersection of sustainability and profitability, and expertise that far exceeds skids and filtration. Complete Filtration utilizes sustainability-driven designs that are good not only for the environment, but also for companies’ bottom lines. Complete Filtration says it is companies’ go-to partner from milk standardization to waste treatment facilities — and all in-between filtration needs.
800-301-3254; www.gotocompletefiltration.com
DUST-COLLECTION RECEIVERS
Coperion K-Tron says it is proud to offer a wide range of pneumatic conveying receivers and conveying options — ideal for nuisance dust and waste fines product collection from food processing systems. A variety of receiver sizes and filter arrangements are available, dependent on the application and dust control requirements. Nuisance dust-collection receivers are often supplied as an important part of an overall food ingredient pneumatic transfer system. Systems are custom designed for the application and can be designed for sanitary environments. Equipment is designed with operator and overall food safety as a priority, with quick product changeover and minimal maintenance requirements.
785-825-3830; www.coperion.com
COMPACT DRYER
The Ultrapac smart dryer by Donaldson Process Filtration removes condensate and dries compressed air by filtering, drying and purifying. The dryer is designed to fit among large equipment, conveyor lines and other plant machinery. It comes in superplus, plus and standard sizes and can be installed vertically, horizontally or on a wall. It is a compact, standalone plug-and-work solution. All of its components, including the filter elements and the desiccant cartridge, can be replaced. The dryer uses a depth filter and filtration technology to separate liquid particles, improve adsorption capacity of water vapor, decrease pressure loss and save compressed air energy, Donaldson says.
800-543-3634; www.DonaldsonProcessFilters.com
DISPENSING SYSTEM FOR MEMBRANES
Ecolab’s precision dispensing system for membranes helps to address whey processors’ current concerns — from time constraints and worker safety to food quality and asset protection. Using flow-based dispensing technology, Ecolab says its system quickly, consistently and accurately delivers precise amounts of the right chemistries to up to five membrane systems, reducing time spent on clean-in-place washes. Separate delivery paths for each membrane system eliminate incorrect product delivery and interaction of non-compatible chemistry. Gain actionable insights and visibility with secure-based consumption reporting that provides chemical usage information by user, time and unit operation to optimize cleaning and sanitation programs.
800-352-5326; www.ecolab.com/membranes
HAND WASH SINK
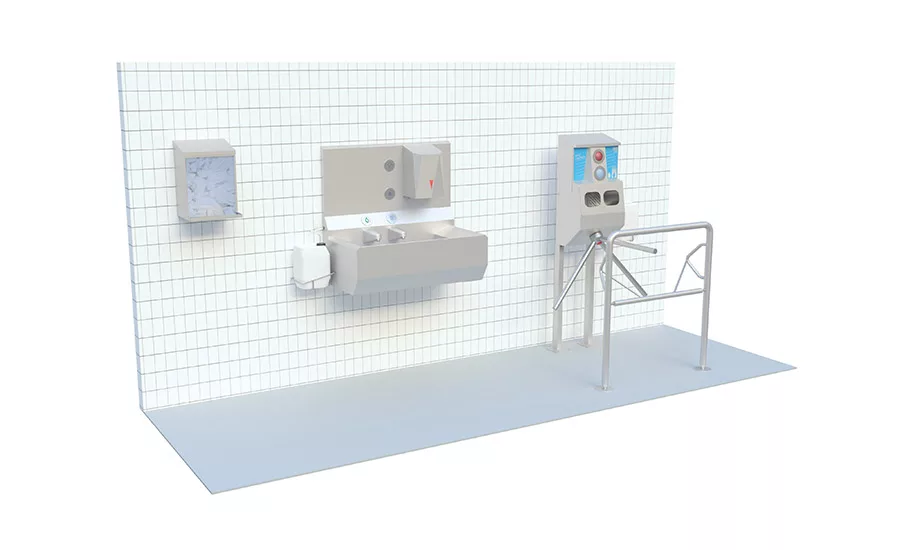
Alpma USA says it offers an innovative personnel hygiene solution from Frontmatec that provides effective protection against viruses, bacteria or germs. The hand wash sink type 20590 enables a controlled process flow for hand hygiene. In combination with an Inlet Control type 23740 for hand disinfection with a turnstile, the sink ensures that the required hygiene standards are maintained from hand cleaning and drying to disinfection. The process sequence is visualized step by step by flashing LED signal lights. The Frontmatec hand wash sink type 20590 is a user-friendly system with quick handling and high-quality workmanship.
414-559-5961; www.sulbana.com/products/hygiene-technology/personal-hygiene
SEPARATION TECHNOLOGY
Koch Separation Solutions (KSS) says it offers innovative separation technology for the food, beverage and dairy industries. Together with Relco, the companies’ applications expertise spans the concentration and purification of milk ingredients, whey protein, lactose and permeate, as well as caustic recovery and water and wastewater treatment. The company’s advanced Dairy-Pro membranes offer a variety of separation capabilities and are easily integrated with trusted Relco evaporator and dryer technology for a more robust solution. KSS’ industry-leading technology allows for a customized, integrated solution that fits unique processing needs and achieves high product quality with improved operating efficiencies and lower costs.
978-694-7000; www.kochseparation.com
STAINLESS-STEEL CIP SYSTEMS
Koss Industrial says it offers clean-in-place (CIP) system expertise. Tell Koss Industrial what you’re cleaning, and the company will design the most effective and efficient CIP system for you. Is your product liquid-soluble, a solid or in between? What’s the size, shape, load and surface adherence? Want to reuse rinse water or wash solutions? Need to clean multiple processes and products simultaneously? Where are optimal valve placements for easy servicing? What’s the best pump size? Koss Industrial will help you answer these questions and more so its custom stainless-steel CIP system meets your specific process needs. Whether a single-tank unit or a multi-tank, multi-circuit option with multiple wash programs and controls, you’re covered.
800-844-6261; www.kossindustrial.com
ULTRAFILTRATION MEMBRANE ELEMENTS
Microdyn-Nadir offers TurboClean ultrafiltration membrane elements for whey and milk processing with high protein retention and high productivity. These elements are rolled with the Nadir UP005 PES membrane, which has a nominal molecular weight cut-off of 5 kDa. In a comparison to two competitive dairy membrane manufacturers, UP005 had 72-75% less protein passage, Microdyn-Nadir says. The data were taken from the final stages of a WPI90 system. Essentially, UP005 passes less valuable protein than other membranes, meaning more money for dairy plants. When rolled into a TurboClean element, Microdyn-Nadir’s membranes offer a high protein rejecting with sanitary element configuration.
805-964-8003; www.microdyn-nadir.com
TELESCOPING MAST DISINFECTING UNIT
Nelson-Jameson Inc. says it offers a unique and innovative three-nozzle disinfecting unit powered by compressed air that draws from a pre-mixed chemical solution of your choice. Thanks to the unit’s 8.5-inch telescoping mast, manufacturers can safely and effectively disperse disinfectant microdroplets that kill germs and pathogens where they hide, including tall and difficult-to-reach spaces. Repairing or replacing any component of your unit is made possible with an easy-to-remove compartment that houses all of the parts in one place. For more information, contact Nelson-Jameson.
800-826-8302; https://nelsonjameson.com/
SYSTEMS FOR BRINE PURIFICATION
The Microflow XL-Brine systems from Pall Corp. are specifically designed to meet the needs and requirements of brine purification in modern cheese plants. Clarification is achieved without the need for filter aids or centrifuge. The fully automated Microflow system provides an environmentally friendly solution for longer brine life, with a reliable microbial stabilization that reduces the risk of cheese contamination from spoilage or pathogenic microorganisms during the brine salting process.
516-924-1525; https://food-beverage.pall.com/en/dairy/cheese-brine.html
DURABLE BRUSHWARE
Tackle a wide range of cleaning tasks with Perfex Corp.’s Lite-N-Tite brushware. The company says its patented heat-fused fiber design eliminates premature fiber fallout and areas for contaminants to collect. Durable polypropylene fiber maintains shape over time, is nonconductive and will not absorb bacteria, liquids or odors. It is chemical-resistant and unaffected by water, grease, detergents, sanitizers, solvents and petroleum products. Clean brushes after every use and replace worn brushes to significantly reduce the risk of cross-contamination in your facility. The brushware is made in the United States with FDA-approved materials.
800-848-8483; www.perfex.com
CONICAL TOP CYCLONE
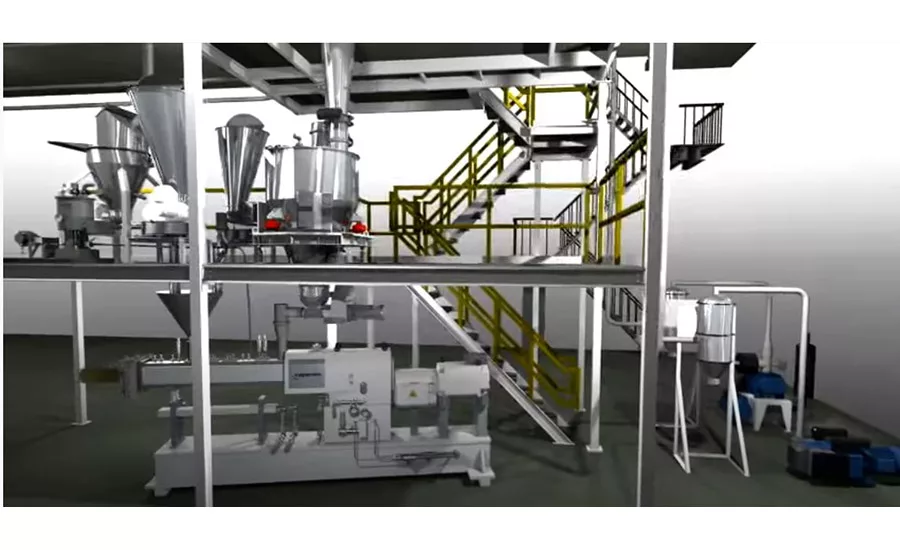
The Schenck Process hygienic conical top (HCT) cyclone is designed for use in highly sanitary applications and is capable of filtering heavy dust loads. Additionally, it is perfect for food applications where high moisture and high fat content are commonly used in equipment configurations that include dryers and coolers, coating drums, centrifuge exhausts and extruder negative airlift systems. Sanitary design features such as minimizing internal and external horizontal surfaces where product or water may collect and a tool-free clamped dome simplifies cleaning and maintenance. HCTs are typically mounted to on-edge sanitary structures, but can be customized to meet application needs, Schenck says.
816-891-9300; www.schenckprocess.com/us
PREFILTER AND FILTER SLEEVES
Schwartz says its Sani-Sleeve product line meets all in-line food processing filtration goals. The company rebranded the nonwoven pre-filter (F material) and its other filter sleeve fabrics under the brand name Sani-Sleeve. Sani Sleeve features an expanded full line of fabrics to accommodate in-line food processing. Schwarz offers nine fabric options to meet specific processing needs. Along with the standard B, C, D, E and F media, it released G, H, J and K materials to complete the product line. This provides more filtration solutions for distributors and, ultimately, the end users.
920-793-1375; www.schwartzmfg.com
SCRAPING/PIGGING SYSTEMS
Manufacturers that use SPX Flow’s rapid recovery systems can expect less downtime, higher yields, water and electricity savings and fewer cleaning in place (CIP) chemicals. The company says its scraping/pigging systems raise the bar because they use water to push the scraper from the front and air to push it back. This allows dairy factories to eliminate water from mixing with the product during flushing at the end of the cycle. It also prevents the product from mixing with water after CIP. SPX Flow’s rapid recovery systems are sustainable, safe and pay for themselves in less than six months. Full automation and complete traceability round out the offering.
716-692-3000; www.spxflow.com/assets/pdf/APV_Systems-Scraping_BRO_GB_0320.pdf
MEMBRANE ELEMENTS
Synder Filtration says it is pleased to announce the launch of the OptimaFlow Series. This new product line is available for all existing ultrafiltration and microfiltration products. Synder has managed to increase the effective membrane area by nearly 10% compared to a standard 31-mililiter spacer element through optimization of element construction and material selection, which can result in higher element throughput. Multiple OptimaFlow trials have been conducted on milk protein concentration and whey protein concentration applications throughout the dairy industry over the past year, yielding positive results. These are now being used to replace standard sanitary elements at several dairy plant installations worldwide.
707-451-6060; www.synderfiltration.com
STAINLESS STEEL FILTERS
Tekleen says its filters will save time and money that is spent every day in the labor of cleaning and replacing screens, bags, cartridges and spraying nozzles. The Tekleen filter will automatically backwash and clean itself every time that the screen is getting dirty. This happens without stopping or interrupting the main flow and in less than 10 seconds, using only a few gallons of water. The Tekleen applications in the dairy industry are: municipal and well intake, reverse osmosis prefiltration and spray nozzle protection. Available filter sizes range from 1 inch through 36 inches with unlimited flow rate; filtration level is from 2μ to 10,000μ. Tekleen says it offers stainless-steel filters at carbon steel prices. All filters are NSF-61 approved.
310-839-2828; www.tekleen.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





