Casper’s Ice Cream’s newest plant is a frozen novelty powerhouse
The state-of-the-art processing facility produces 350 million ice cream and frozen novelty products annually.




Richmond, Utah, is not exactly what one would call a metropolis — it boasts a population of fewer than 3,000 people. Despite its small status, however, the rural town has earned some decidedly big bragging rights.
It is home to the 105-year-old event called Black & White Days, which is described as “the longest-running Holstein cattle show west of the Mississippi River.” It also houses the processing facilities (and headquarters) of an ice cream novelty company that is approaching the century mark: 95-year-old Casper’s Ice Cream.
The older of the two processing facilities is a 52,000-square-foot plant the company has been “continuously improving” for years, Casper’s Ice Cream CEO Paul Merrill notes. The newer 100,000-square-foot facility went online in 2015 to help the company keep up with the tremendous amount of growth it has realized over the past two decades. (See the Processor Profile)
Together, the plants and their 250 employees churn out dairy and nondairy frozen novelties and ice cream under three brands: FatBoy, Jolly Llama and ChurnBaby. They also produce items for private label and contract manufacturing customers.
“Between the two plants, we can produce 350 million novelty items [a year],” Merrill says.
Added capabilities
However, it is the newer plant that has all the bells and whistles, he notes. Its construction allowed Casper’s Ice Cream to get into tubs, cups, cones and other formats, with most of the formats dedicated to the FatBoy brand.
The plant produces 12 flavors of ice cream sandwiches in three-, four-, six-, nine-, 12- and 18-packs; seven flavors of ice cream cones in three- and four-packs; five flavors of ice cream sundaes on sticks in four-, five- and 10-packs; 10 flavors of ice cream tubes in four- and six-packs; four flavors of ice cream Cookie Cups in two-packs; and 10 flavors of 56-ounce ice cream tubs.
The SQF Level 2-certified facility has seven production lines that can handle all of the products that Casper’s Ice Cream makes, notes Kyle Smith, company president. High-speed automation equipment allows the facility to mass-produce the products at a high speed to keep up with customer demand.
“We have robotic systems that box and case the products, and we put in a new ERP system that’s given us the ability to look at our efficiencies and just really dive into the data and be able to manage the business much, much better,” he says. “That’s been a huge impact for us as far as expanding the business.”
And the company is always evaluating new automation projects to gain additional efficiencies, as well as to improve ergonomics, Smith points out. Two upcoming automation projects include one for the stick line and another for the warehouse — robotic palletizing.
“We always keep the employee in mind. We’re always looking for projects to make their jobs better,” he says.
Casper’s Ice Cream constructed the plant with energy-efficiency in mind, too. The company worked hand in hand with engineers and Rocky Mountain Power on the Wattsmart program to design the most energy-efficient plant possible, Smith explains, and tries to eliminate waste wherever possible.
“We’re trying to reduce our carbon footprint and just be good corporate citizens,” he says.
It starts with local milk
Production of dairy-based frozen novelties at the newer plant begins with the delivery of milk and cream from local farms, Merrill says. Delivery is via tanker truck, three to four times a week.
“We’re real big on buying local in our community around us in the state of Utah,” he stresses.
Once it passes the requisite quality checks, that milk and cream is transferred into one of the facility’s three 2,000-gallon batch tanks, where sugar, flavors and other ingredients are added to create the ice cream base. The mix is then vat-pasteurized at a temperature between 155 and 160 degrees Fahrenheit, Merrill explains.
“We really pride ourselves on our unique flavor profile that comes from the vat pasteurization process. This process gives the ice cream a cooked cream or butter taste, and also gives us more control over each batch,” he says.
The mix then is cooled down quickly to 36 degrees Fahrenheit and aged in the tank for four hours.
“The aging allows the flavors to bloom,” Merrill says.
Next, the mix is pumped to a continuous freezer, where it is whipped and aerated into “creamy, smooth ice cream.” The ice cream either is extruded through molds that shape it into the desired frozen novelty shape or is placed into a tube, cup or cone. Variegates, coatings and/or other ingredients also are added, depending on the novelty type.
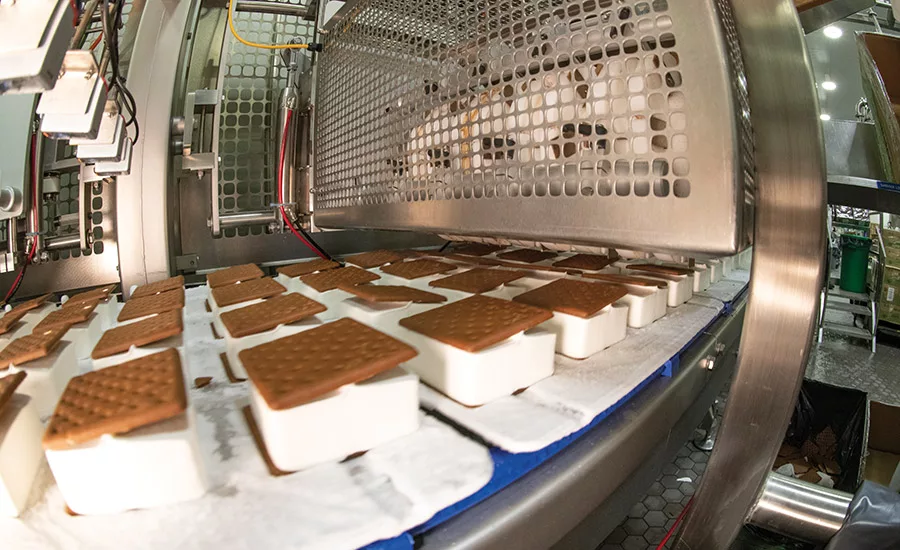
The products then take a 35-minute ride through a freeze-tunnel room, via a circular conveyor with a stainless-steel belt. The room is kept at -50 degrees Fahrenheit
“Freezing the product quickly ensures the highest quality,” Merrill explains.
The finished products then are transferred to the packaging area, which features a multilane wrapper. After they are wrapped, they go into the boxer and are then cased, palletized and moved to a freezer intended to keep the products at -20 degrees Fahrenheit before they are shipped out to customers.
A stickler for safety
The plant operates across three shifts: day, swing and graveyard. Employees across all shifts undergo thorough training to ensure the facility achieves the highest levels of food safety and personal safety. That training covers Hazard Analysis and Critical Control Points, Sanitation Standard Operating Procedures and Good Manufacturing Processes, says Shane Peterson, vice president. Employees shut down operations and thoroughly clean and sanitize the facility every 24 hours, In between, employees perform “mini” cleanings roughly every four hours, he notes.
“We validate that with not only visual inspection, but then we do ATP swabs to make sure we’ve cleaned properly,” Peterson says. “And we have a strong environmental testing program that validates that we’re doing what we’re supposed to do.”
On the product side, the plant’s biggest food safety challenge is temperature control through final delivery to the customer, says Keith Lawes, vice president and corporate secretary. So plant personnel are constantly monitoring temperatures for key processes and in freezers.
“With our vat pasteurization, we have to reach certain temperatures, holding for certain lengths of time,” he points out. “When it moves over to holding tanks, it has to be maintained at specific temperatures. All the way through the process, there’s always that focus on maintaining those safe operating temperatures on the product for the right lengths of time.”
To further ensure food safety and quality, employees pull finished product for testing on an hourly basis. (A third-party lab performs environmental testing; an in-house lab takes care of coliform and standard plate count testing.)
On the employee safety front, Casper’s Ice Cream believes in continuous improvement, so its safety program is not based on a static policy, Smith says.
“We ensure that all of our new hires are trained extensively on our policies during their first two weeks,” he adds. “We also have a mentoring program where we have a trainer with that employee through the entire training process — that 90-day probation period. … The mentoring portion, I think it’s really important, and it’s really been paying huge dividends for us.”
Food and employee safety training does not end after that probation period. Every quarter, the plant requires employees to undergo refresher training, Peterson says. And annually, all plant employees get together to review policies and procedures and discuss potential issues.
“We have 250 people getting together to talk through what goes on, how we can do better, what we’ve done right,” he says.
Aspiring to be the preferred employer
Hiring (and retaining) good employees is critical, of course, to attaining food and personal safety objectives, as well as productivity goals. Smith says Casper’s Ice Cream has a robust hiring system that includes an integrity test and other key elements to help ensure the company chooses the right people to work in the plant. Education is great, but a strong work ethic and dependability are perhaps even more important.
“We’re doing a good job of vetting and getting the right people hired because our turnover rate is significantly lower than a lot of other businesses,” he says.
However, Casper’s Ice Cream sometimes is challenged by the shortage of available workers, Smith admits. The unemployment rate in Cache Valley, of which Richmond is part, was the lowest in the country back in March. Then the COVID-19 pandemic hit, further complicating the state of affairs.
The company is engaged in efforts to address the situation. For example, it pays a “competitive starting wage,” Smith says. And wage growth for the entry-level positions has been “phenomenal.”
Merrill and Smith want Casper’s Ice Cream to become the preferred employer in Cache Valley, Peterson points out. A great culture and great benefits join great wages to create that “triangle” that job prospects are seeking. Existing and planned automation within the plant also will help.
“It’s going to create a better job,” he says. “It’s going to create a higher-paying job. It’s going to create longevity with that team member here in the company and in the community.”
The company is counting on word of mouth to get the message out.
“When you have a happy employee, that’s the best advertising you can get,” Smith maintains, “because they’re going to tell their friend, ‘I love working at Casper’s.’”
Ready to grow
As it looks to the future, Casper’s Ice Cream also is eying plant projects that fall outside the automation realm. More cold storage is in the plans, as are solar projects that will cut costs and further improve the facility’s carbon footprint, Smith says.
The company also has room to expand plant operations, if necessary, to keep up with growth.
“We have an additional 38 acres,” Merrill points out. “We could put another plant there in the future if we need to.”
That scenario seems likely to happen at some point, given the company’s strong growth in recent years and the dedication of its employees.
“We have 250 employees who really care about putting their heart, soul and love into making wonderful ice cream for people to enjoy,” Merrill says. “We feel blessed and fortunate that even through this pandemic time, we’ve been able to stay healthy and to keep producing, so people have a little joy through this time of loneliness and frustration.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








