New mixers and blenders increase consistency and efficiency







HIGH-SPEED DISPERSER
The Admix DynaShear is an inline high-speed disperser with a rotor/stator design that ensures 100% of ingredients are fully utilized rather than filtered out due to inadequate conventional mixing. Installed on the outlet of a mix tank, product passes through the DynaShear, instantly completing the desired mixing of stabilizers, gums, whey/plant proteins, sweeteners and milk/cocoa powders. Admix said the DynaShear reduces batch times and air entrainment, eliminates clogged strainers and heat exchanger burn-on and more. Select configurations are available in its Quick Ship program.
1-800-466-2369; www.admix.com
BATCH WEIGH VACUUM RECEIVER
Coperion said its K-Tron batch weigh vacuum receiver combines the operations of conveying and weighing, and is uniquely suited for batching dairy powders or raw ingredients prior to dairy powder blending. Whether the application requires a single ingredient to be delivered to multiple destinations or multiple ingredients to be delivered to a single destination, the batch weigh receiver sequentially accommodates multiple ingredients. All K-Tron systems feature one or more receiver hoppers suspended on three load cells, with an accuracy of plus or minus 0.5% of full-scale capacity. The
vacuum-based operation of the batch weigh receiver ensures a dust-free processing environment.
785-825-3830; www.coperion.com
INLINE HIGH-SHEAR MIXER
Charles Ross & Son said its Ross model HSM-405SC-25 is an inline high-shear rotor/stator mixing system incorporating solids/liquid injection manifold (SLIM) technology. Unlike conventional eductors, the unique SLIM rotor/stator generates a powerful vacuum without the aid of external pumps and pulls powders directly into the mix chamber, promoting instantaneous wet-out under high-shear conditions. Mounted on a multipurpose skid with load cells, actuated valves and level switches, the HSM-405SC-25 recirculates into a 400-gallon jacketed tank and is controlled from a 15-inch industrial PC with Microsoft Windows software.
800-243-ROSS; www.mixers.com
FLUID AND POWDER MIXER
Ampco Applied Products, a division of Ampco Pumps Co., said its Powder-max saves processing time while providing optimal product consistency with no batch-size limitations. The design allows powder mixers to quickly blend wet and dry ingredients in a single fully portable unit. The Powder-max combines the even flow of liquid created by Ampco’s self-priming SP series liquid ring pump and the high shear from the inline SBH shear blender to supply consistently mixed fluid and powder batches for limitless production runs. It is designed and assembled with cleanability at the forefront. There are five standard models available; the Powder-max can also be customized.
414-643-1852; www.ampcopumps.com/powder-max/
SHEAR BLENDER
Fristam Pumps USA said its FS series shear blender for inline mixing is the perfect solution when existing in-tank mixers are not able to produce the quality mix processors need. Rather than replacing an in-tank system, processors can supplement it affordably with an FS shear blender. The offering, placed after a mix tank, reliably eliminates lumps, clumps and fisheyes; wasted ingredients; and clogged filters. Its intermeshed rotor/stator system quickly disperses particles into liquid in just one pass to produce a consistent product time after time.
800-841-5001; www.fristam.com/usa
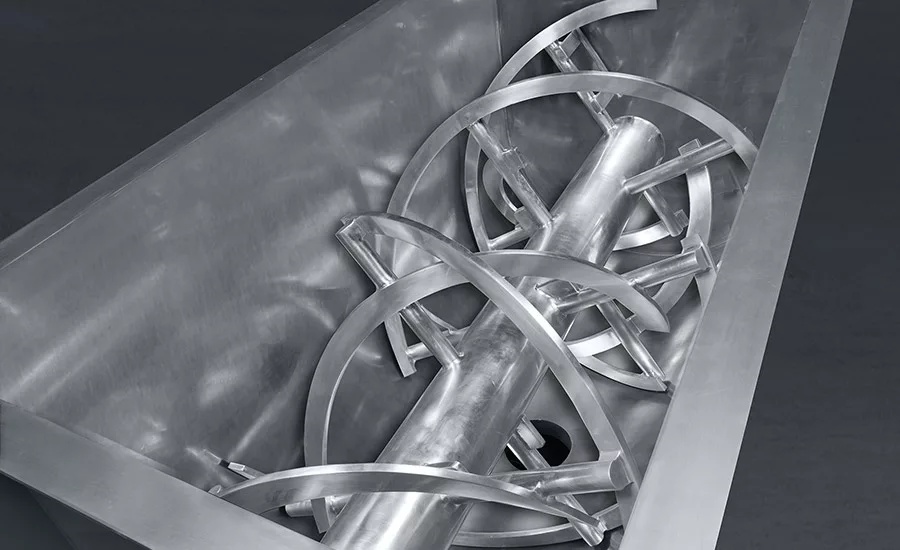
RIBBON BLENDER
Munson Machinery Company Inc. said its stainless-steel ribbon blender model HD-3.5-7-S316 meets USDA dairy standards, blending up to 65 cubic feet of powdered milk, cheese, whey, yeast, curd and other dairy products in the form of powders, pastes or slurries. It forces a split double-helical agitator through stationary material, producing homogeneous blends in five to six minutes. Tight tolerances of 1/16 inch to 1/32 inch between ribbon blades and the vessel wall minimize residual product following discharge, reducing material waste and cleaning time. Other models range in capacity from 1 to 1,000 cubic feet.
800-944-6644; www.munsonmachinery.com
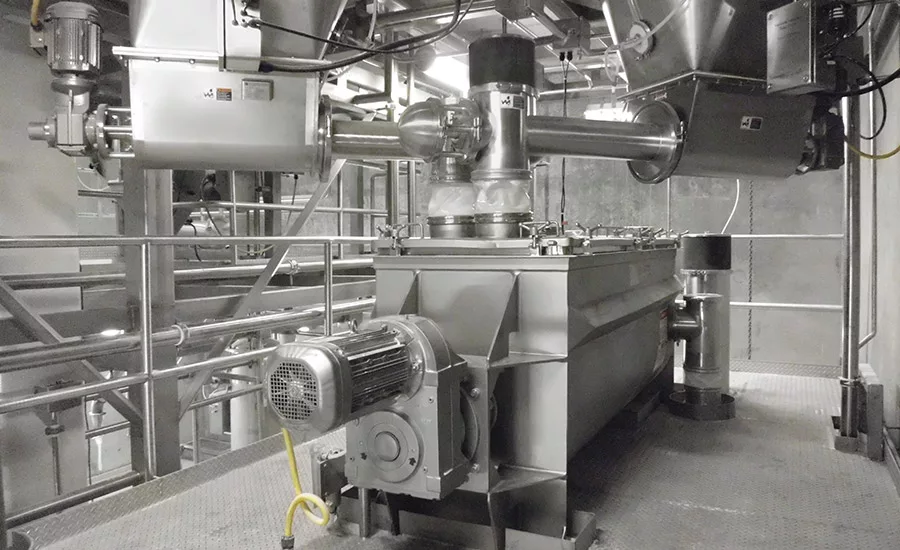
CONTINUOUS MIXER
Powder Process Solutions (PPS) said its mixing system was custom-designed to provide a specific percentage of proteins in the end product and to operate continuously at a dairy processing plant. The two PPS-designed sanitary screw feeders on top of the mixer utilize loss-in-weight technology to provide the precise amount of material to the mixing chamber. Both screw feeders meet 3-A Sanitary Standards. PPS designs optimize mixer performance, mixture uniformity and sanitation. The company offers continuous and batch-mixing systems. PPS has extensive experience with upstream and downstream process requirements, which enables it to select and integrate equipment into a new or existing process.
877-933-2556; https://www.powder-solutions.com/systems/mixing-blending/
MICROSCOPIC-LEVEL MIXER
APV Cavitator technology is part of SPX Flow’s expansive family of mixing and dispersion equipment, which includes the brands of Waukesha Cherry-Burrell, APV and Lightnin. According to SPX Flow, the Cavitator combines scale-free heating and highly efficient microscopic mixing by harnessing the forces created from the collapse of bubbles in a controlled cavitation field. It is proven to provide high mass transfer rates, improve hydration of powder ingredients and enhance emulsion stability for even the most difficult of solutions. It creates products with a smooth mouthfeel, produces highly effective aeration and is ideal for functionalization of liquid or rehydrated powder whey protein concentrate.
262-728-1900; www.spxflow.com
EFFICIENT RIBBON MIXER
Kemutec — part of the Schenck Process Group — said the newly engineered Kemutec Gardner L series 50L horizontal ribbon mixer is perfect for pilot research, process development and small-scale production. The mixer is designed for the rapid and efficient blending of powders and granular materials and features a full-length top cover opening for maximum access. The interrupted spiral ribbon agitator removes easily for cleaning. The offering also can be fitted with an extensive range of Mucon outlet valves for controlled flow from the mixer. The Gardner L series mixers are available in a variety of sizes and constructed in either carbon steel or stainless steel, depending on the application.
215-788-8013; www.kemutecusa.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







