Schuman Cheese's Lake Country Dairy plant makes Italian-style, alpine cheeses
Lake Country Dairy makes award-winning Italian-style and alpine cheeses. The plant supports four family dairy farms and spurred an investor to build a whey processing facility across the street.

Racks and rows of Parmesan are cured. Moisture is removed slowly.

Executive VP of Cheese Manufacturing Christophe Megevand inspects a wheel of Parmesan.

Wheels of cheese are formed in this tower. Curd and whey flow into the top, and whey is expelled through a 12-inch-diameter perforated tube in the center of the machine. A guillotine cuts the compacted wheels to size.

The brining room, a dimly lit space the size of a football field, contains 15 tanks. About 1,800 wheels float in each tank. Every day, the cheese is turned by hand with a stainless pipe. Workers sprinkle a little bit of sea salt on top by hand.
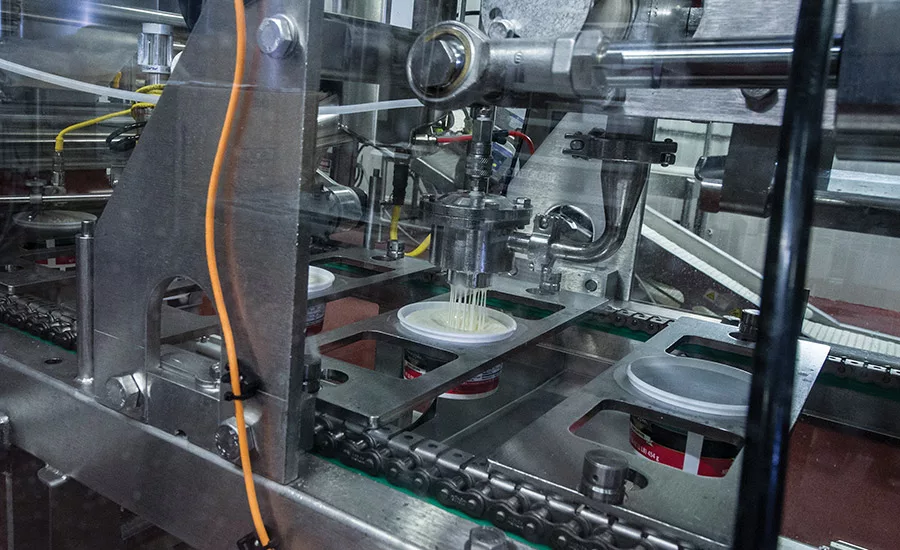
Making low-fat Parmesan means that Lake Country Dairy has excess cream. It makes mascarpone in a separate processing room. Here, 16-ounce cups are filled and exit on a conveyor belt. The dairy also fills 5-pound tubs and 20-pound bags.

Making low-fat Parmesan means that Lake Country Dairy has excess cream. It makes mascarpone in a separate processing room. Here, 16-ounce cups are filled and exit on a conveyor belt. The dairy also fills 5-pound tubs and 20-pound bags.

Lake Country Dairy in Turtle Lake, Wis., has six milk silos, two copper vats and four stainless steel vats. The facility makes 18 to 20 vats of cheese daily. Across the street is GreenWay Energy, which buys whey from the cheesemaker.

Wheels of Parmesan have been shrink-wrapped and weighed. When the cheeses are ready to be released, Schuman will convert and package them in wedges, cubes, shaves, shreds or grates at its conversion plants.
In northwest Wisconsin, about 25 miles from the Minnesota border, Schuman Cheese makes award-winning cheeses with techniques borrowed from French and Italian cheesemakers.
At the company’s Lake Country Dairy plant in Turtle Lake, Christophe Megevand oversees the production of Italian-style and alpine cheeses.
“Parmesan cheese is our No. 1 cheese in volume,” said Megevand, the executive vice president of cheese manufacturing for Schuman Cheese, based in Fairfield, N.J. (See related article)
“Parmesan is the healthiest cheese you can have. And for snacking, it’s a perfect cheese because you have no lactose, [it’s] lower-fat, high-protein [and has] calcium,” said Megevand, who is from France but has worked in the United States for 40 years.
Besides Parmesan, the plant makes Asiago, Romano, fontal, mascarpone and a variety of alpine cheeses under its own brands (including Cello and Yellow Door Creamery) as well as products for industrial users and private label accounts. In addition to the plant in Turtle Lake, Schuman operates a blue cheese facility in Montfort, Wis., and cut-and-wrap facilities in Elgin, Ill., and Fairfield (next to its headquarters). Schuman is also an importer and broker of European cheeses.
Reviving an industry
Cheesemaking had almost disappeared in this corner of Wisconsin. Milk and related jobs moved to the southern part of the state, said Plant Manager Gary Gosda. The Ludy family was a long-time cheesemaker that had moved into the milk receiving business. It had a desire to return to making cheese, so in 1999 it built and opened the Lake Country Dairy facility to produce Cheddar and mascarpone. Schuman was a customer. In 2006, Schuman Cheese bought the plant and began investing in equipment.
“We were making cheese on tables at that time,” Gosda recalled. “And then we went to a filler system and kind of just kept automating. We do all wheels, no blocks.”
Wheels of Parmesan weigh 22 to 24 pounds, and the plant makes a 10-pound Fontina wheel. There are 170 full-time employees (190 counting part-timers) who make 18 to 20 vats of cheese daily on two 12-hour shifts. The plant has achieved SQF Level 2 certification.
Steve Hurd, who recently joined the Schuman team, is the plant’s master cheesemaker. He completed the Center for Dairy Research’s rigorous certification process and is certified in Asiago, Romano, fontal and provolone.
Lake Country Dairy sources most of its milk from four family-owned dairy farms in Wisconsin and Minnesota. Schuman has exclusive contracts with the farmers to ensure a supply of milk. The farmers deliver rBST-free, organic and non-GMO milks.
Gosda and Megevand led Dairy Foods on a tour of the facility. It receives 20 truckloads of milk a day (equivalent to 900,000 pounds) at the plant’s two receiving bays. After the raw milk is tested, it is unloaded into a silo. Then it flows to the processing room to be pasteurized in an HT/ST frame and standardized for cheese recipes. The mascarpone room has its own processing equipment.
The order of operation is to run organic milk first, then non-GMO milk and then conventional milk. When possible, the plant runs these milks on separate days in order to be more efficient. This way, the plant avoids extra cleaning of the cheese vats and other equipment.
The pride and joy of the dairy are two copper vats. In the United States, copper is not commonly used. Stainless steel is the standard, and Lake Country Dairy has four such vats. Megevand said the copper imparts a unique flavor to the cheeses because of the interaction of milk with the metal.
The cheesemaking process
Milk flows into the vats, then kosher and halal starter cultures, enzymes and rennet are added. After cooking, the curd and the whey are pumped to a buffer tank. After every production, the copper vats are washed.
“The buffer tank is just a big agitating tank that slowly keeps the curd suspended in the whey, and then it pumps over to a filler,” Gosda explained.
The filler will form the cheese into a wheel, he said. Curd and whey flow into the top of the tower. In the center of the machine is a 12-inch-diameter perforated tube. The whey is expelled out of the holes, and the cheese is compacted for packing. A guillotine on the bottom of the tower cuts the wheels to size. Although the cutting process is automated, an operator on the floor keeps watch.
The cheese drops into a micro-perforated form and a lid is placed on top. The forms move to a carousel, and four forms go into a box. Pressure from a cylinder pushes the lid on the form to expel whey. Gosda said a vacuum on the box also helps to expel some of the whey. The forms are conveyed around the cheese tower and the lids are removed automatically.
Now the hand-made, artisan aspects of cheesemaking come into play. An employee takes the cheese out of the form and puts it in a hoop (sometimes called a ring). Cheeses are placed on a shelf and then they will be flipped by hand at regular intervals.
From here, cheese moves to the brining and curing room, a dimly lit space the size of a football field containing 15 tanks. About 1,800 wheels float in each tank. At this stage, the wheels have the consistency of Jello, Gosda said. They will firm up in the salty bath.
“Every day, this whole row of cheese is turned [by hand] with a stainless pipe and [workers] will sprinkle a little bit of sea salt on top by hand,” he said.
After brining, the naked wheels move to the cure room where they sit until reaching the desired moisture level. The hard Italian-style cheeses cure for up to 120 days. The moisture has to be removed slowly so that the wheels don’t crack or discolor. The cheesemakers control moisture by temperature, humidity and airflow. Parmesan has to be below 32% moisture and 10 months old to be legally considered a Parmesan cheese, Megevand said.
The temperature in the cure room is set around 50 F. The air-handling system includes HEPA filters. Gosda said the system is “one or two steps away from a hospital. The air is moving but you don’t feel it. We don’t pull the moisture out too fast.”
As the wheels sit on shelves, protein and fat are broken down and any remaining lactose is removed.
“We’re letting those cultures work. We’re letting it naturally do what it needs to do and in an environment that we control,” Megevand explained. “During the cure process, with the right environment, the enzymes slowly break down and produce the best body and flavor. You have a nice smell and aroma at this stage.”
The cheese develops a natural rind. When the proper moisture level is attained, the cheese moves to a facility in Oshkosh where it ages. Every month, cheese graders from Lake Country Dairy and Schuman headquarters taste and grade the cheeses on knit, color and flavor. Most of the cheeses are aged at least 14 months. For certain co-pack customers, the cheese might age for 18 to 24 months.
“We make different flavor profiles for different customers,” Megevand said.
When the cheeses are ready to be released, Schuman converts and packages them in wedges, cubes, shreds or grates at its conversion plants. Schuman also delivers wheels to customers who want to grate or finish the cheese themselves.
Alpine cheese production
In addition to making hard Italian-style cheeses, Lake Country Dairy makes softer and creamier alpine-style cheeses. There is an artisan aspect to these products, too. During our visit, we found employees hand-rubbing harissa spices onto fontal cheeses.
Megevand and his cheesemakers are experimenting with other small-batch cheeses. There is a 1,000-pound open vat where employees can build full wheels or smaller ones. Megevand called it “a good teaching tool for people to understand how” cheese comes together. “We develop a lot of new product from that small vat.”
“We have a wonderful team for innovation. The team is always looking for new opportunities,” said CEO Neal Schuman. “The innovation doesn’t stop with pure cheese. The innovation is true in packaging, in studying dairy science. It’s part of our culture to be innovative.”
One of those products is called Whisps, a disk of Parmesan cheese that has been dried into chips. While the cheese is made in Lake Country Dairy, it is finished and packaged elsewhere. Another new line is Schuman’s Alpine Collection which was launched this summer at the Fancy Food Show.
Every cheese plant ends up with whey. At some facilities, it is processed into dairy ingredients. Lake Country Dairy is fortunate that a whey processor built a plant across the street. Now, instead of trucking whey to a site three hours from the cheese plant, LCD trucks it across the street. (Laying pipes under the road was not feasible.) GreenWhey Energy has digesters that convert the whey to gas, which is burned to run generators to produce electricity.
Making mascarpone
Besides whey, another byproduct from making Parmesan is cream. Some cheesemakers sell it to ice cream or butter processors. While Schuman does that, it also makes mascarpone for foodservice and retail clients.
When Dairy Foods visited, the plant was filling 8-ounce cups to be sold at retail. It also packages mascarpone in five-pound tubs and 20-pound (or larger) bags. Much of the product is exported to Asia where chefs in four-star hotel restaurants use it in sauces and bakery items.
Mascarpone Manager Fred Wolff led Dairy Foods on a tour of the production room. He noted that all of the equipment (except for basic tanks and pipes) was sourced in Italy so that the company could make an authentic mascarpone. Italian engineers and cheesemakers traveled from Italy to Turtle Lake (along with translators from the Twin Cities) to teach the staff how to operate the equipment to make a high-quality mascarpone.
The Americans learned so well that now Lake Country Dairy is winning awards.
“We have two types of mascarpones,” Wolff said. The blue label product “is thick and smooth. It helps the bakery carry the sweet notes of their strawberries or whatever fruits they are adding.”
Wolff described the green label product as “traditional. It is a sweeter product that is great for bagels and with fruit.”
The recipe is simple: whole milk, sweet cream and citric acid. The mix is pasteurized and condensed. Wolff explained that the heat step opens up the milk proteins. The addition of citric acid coagulates the mix. The milk and cream are run through a homogenizer to smooth out any lumps from coagulation and to “fluff it up” like a home chef uses a whisk to make whipped cream, he explained.
A career path for employees
Any dairy processing plant runs better when it is staffed with experienced employees. Lake Country Dairy encourages loyalty and creates tenure by offering a career instead of a job. The eight superintendents in the plant were all promoted from within, and Gosda said he has seen “a ton of growth from within.” The five lead production supervisors also rose up the ranks from hourly positions. Gosda called them “a very talented group.”
With a knowledgeable crew in the plant, the handoff between one shift to the next is seamless, Gosda said.
“Everything that happened last night, everything that happens today will be communicated [by email] at 6 o’clock by the supervisors” and updated throughout the day, he said.
There is a morning meeting with the supervisors every work day. Supervisors also walk around the production floor for about 15 to 20 minutes, keeping an eye on trials that need to be run or other items.
Hiring, training and retaining employees is a challenge for any dairy processor, and even more so in a tight labor market. Lake Country Dairy addresses this with a combination of incentives and use of automation. The dairy offers competitive wages and benefit packages, training and discounts on cheese. Summer picnics, a Christmas party and pizza parties for winning awards foster a feeling of teamwork.
A physical therapist visits once a week, roaming freely through the production areas. She recommends proper lifting techniques and physical therapies for ailing employees.
Learning Old World techniques
The company also participates in a program with France’s Ministry of Agriculture’s national school of the dairy industry (ENIL, the Ecole nationale d’industrie laitiere). Schuman employees study in France and a French professor and cheesemaker visits Turtle Lake and teaches traditional cheesemaking techniques. This year, an intern from France is working in Wisconsin.
A group from Lake Country Dairy went to France for a week where it attended seminars on traditional cheesemaking and traveled in the region. Gosda said the experience gave him a new perspective on cheesemaking.
In the United States, the emphasis “is faster, faster, faster. Can you make 20 vats a day instead of 18 vats a day?” he said. In France, he said he gained “a small appreciation of what they do every day with the preciseness. Could they make eight vats a day or 10? Probably. But they make five because they make it damn good. And they make it consistent every day. The pride that they have in what they do with cheese is just amazing.”
In Turtle Lake, Julien Rouillaud, the French professor, holds formal classes, teaching eight to 10 people at a time. But he also moves through the plant and works one-on-one with employees on the production floor because it’s important for employees to understand how their actions affect the quality of the cheese, Megevand said.
“It makes them appreciate how we got to this point and why we keep getting better,” Gosda said. “It’s more than pushing the buttons. It’s: ‘You guys are creating this wonderful product and it’s feeding millions of people. You have complete control. And 10 seconds this way, 30 seconds this way is a whole difference.’ I think when he leaves, there’s a little more confidence on the floor.”
“We want this to empower people to make good decisions and not depend on a supervisor,” Megevand said. “Education is a business foundation.”
Teaching and training helps retain employees. Anyone who has gone to France or to a class at the Center for Dairy Research in Madison is still with the company.
“Everybody that we’ve invested this little bit extra in is still here,” Gosda said.
“We have — I don’t want to say perfected, because we keep trying to be a bit more perfect — the ability to make artisan cheeses with a scale that makes them affordable,” Schuman said. The plant, he added, “makes spectacular cheese.”
Cheese industry leadership
Besides educating its own employees, Lake Country Dairy is involved in industry-wide training courses through the Center for Dairy Research at the University of Wisconsin-Madison and with other organizations.
“One of the core values that our company has is leadership in the cheese industry,” said John D. Peterson, the company’s vice president of operations.
He pointed to Gosda who serves on the Wisconsin Cheesemakers Association (WCMA) board of directors and Megevand who has taught at the CDR and judged some of the competitions.
Currently, Gosda is working with the education committee of the WCMA on training programs for plant personnel. The lessons meld online learning with classroom lectures. WCMA created a 10-week computer-based class with classroom teaching in Madison.
“If they’re working, we have a replacement. If it’s their day off, we pay them to come in [to the plant]. They sit and they do it together and it’s been great. So that’s been very successful,” Gosda said.
His committee is working on frontline supervisor training. It will probably be a one-day class, he said, that will be held in various towns throughout Wisconsin.
Giving back
In a way, the story of Lake Country Dairy really is about giving back to the community and to the cheese industry. The dairy is helping to raise the level of training and education throughout the entire state. Schuman’s investment and expansion of the cheese plant has created jobs and provided a market for dairy farmers. The owners of the whey facility across the street created jobs simply by purchasing a byproduct from cheesemaking.
In more ways than one, Lake Country Dairy is a big wheel in northwest Wisconsin.
Photos by Vito Palmisano
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






