5 questions about the role of pumps and valves
Whether your plant processes thin or viscous products, you need the right equipment. Suppliers of pumps and valves describe what’s right for each job and how to clean and maintain them.
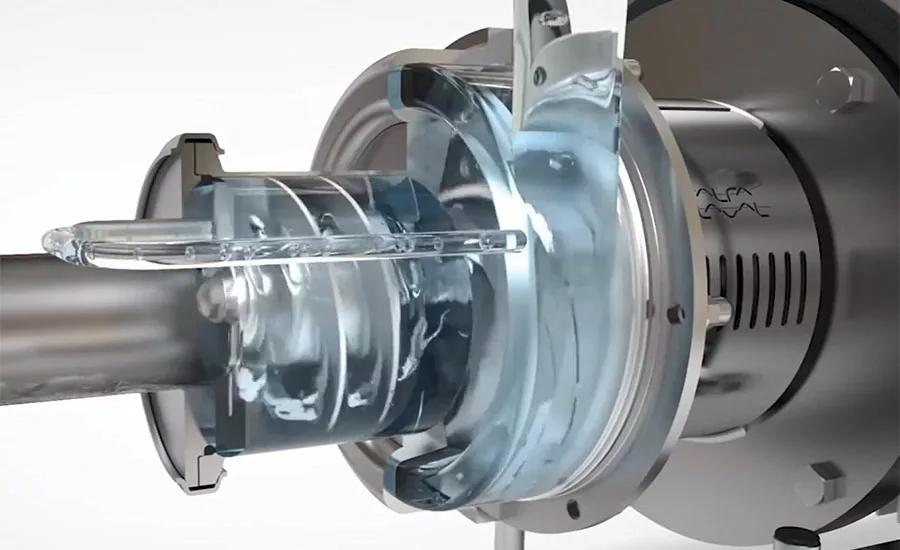
Alfa Laval sells a hybrid of a liquid ring and centrifugal pump called the LKH Prime. A liquid ring around an air screw feeds a standard centrifugal impeller, thus allowing the use of smaller horsepower motors.

Pentair Südmo’s cheese curd outlet PMO mix-proof valve has a large open throat that provides gentle handling of the curd. Particles as large as 1.5 inches can pass unobstructed through the valve.

Positive displacement (PD) pumps, like this from SPX Flow, move fluids by trapping a fixed amount in a cavity or pocket and transferring the volume from the suction side to the discharge.

The FKL series positive displacement pump from Fristam Pumps USA is known as the “curd pump” because it reduces cheese fines and produces more valuable curd.

Gravity diverter valves use an air cylinder or actuator to direct powders and other materials to the proper destination in gravity fed lines. Powder Process-Solutions offers an array of sizes.
Dairy Foods acknowledges the following individuals and companies who contributed information for this article: Christian Thommen, USA fluid handling product manager, Alfa Laval Inc. (US); Chris Sinutko, global product manager - valves, food & beverage, SPX Flow; Jeff Sporer, global product sales manager – pumps and valves, SPX Flow Technology – Food and Beverage; Zach Suardini, application engineer, Fristam Pumps USA; Scott Lodermeier, Powder Process-Solutions; Steve Eckard, field service manager, and Jeff Tocio, national sales manager, Pentair.
Question 1. What does it mean when manufacturers say their pumps are “gentle on products?”
“Gentle on products” relates to the amount of shear a pump inputs into a product. A gentle pump has a low shear. This is important because shear has the potential to change viscosity or other fluid properties. If there are particulates in the product, shear might reduce their size.
Higher-viscosity dairy products like cheese and yogurt are sensitive to shear. Cheesemakers want a pump that can provide high flow rates yet also be gentle on the product in order to limit the fines produced when transferring the curd.
In receiving bays in fluid milk plants, a low-speed (1,750 rpm) centrifugal pump is typical due to high flow rates (1,000+ gallons per minute). This dramatically decreases the amount of shear exhibited on the product.
Question 2. What are the different kinds of pumps, and what are they best for?
Positive displacement (PD) pumps move fluid by trapping a fixed amount in a cavity or pocket and transferring it from the suction side to the discharge side. In theory, this means there is no shear. In reality, some of the product will slip back. The amount of “slip” determines the efficiency of the pump. The more efficient the pump, the less shear there is; meaning the pump will maintain product integrity with gentle handling.
Centrifugal pumps use a rotating impeller that accelerates the fluid as it enters the pump inlet and is forced to the outer impeller diameter before exiting through the discharge port or volute. Such pumps are a cost-effective and easily maintained solution but their effectiveness is limited to lower viscosity fluids; typically less than 500cP. This pump has a relatively high shear effect.
As the viscosity of the fluid increases, the efficiency of a centrifugal pump decreases dramatically. Centrifugal pumps are used throughout the process to transfer low viscous fluid, typically milk, from one destination to another.
Liquid ring pumps are a version of centrifugal pumps and are used when self-priming or re-priming is needed. This could include processes where a vessel is completely emptied or the product has a lot of entrained air within it. Whereas a standard centrifugal pump would become air locked and not be able to re-start, liquid ring pumps maintain a level of liquid within them so they can continue to run.
They are often used in clean-in-place (CIP) return applications, which generates a lot of foam. Liquid ring pumps make good CIP return pumps, especially for tanks and milk silos. There are some drawbacks. They can be noisy and they require higher horsepower motors to generate the required CIP return flow rates.
Positive rotary pumps include lobe, external circumferential piston or screw pumps. They are typically used to move products of higher viscosities (>500cP) without losing the efficiency of the pumping design. They typically have lower shear than a centrifugal pump and so impart less energy into a product, helping to protect desirable properties and characteristics. Positive rotary pumps are often the choice when gentle handling is needed.
Piston pumps generate very high pressures, much higher than centrifugal and positive rotary pumps. Pressures of 100 bar (15,000 psi) are not uncommon from piston pumps. They can be used to run very low flow rates and very high pressures. One application is for metering an additional ingredient or flavor into a product at very low flow rates with high accuracy, consistency and volumetric efficiency.
Piston pumps also are used on homogenizers, where pressures of around 2,000 to 5,000 psi are needed to achieve efficient blending and narrow particle distribution. The high pressure this pump can operate at makes it ideal for moving product across long distances or pushing flows through equipment with high differential pressures, such as tubular heat exchangers.
Question 3. What about valves and their uses?
Hygienic standards in the dairy industry are higher than for general food and beverage applications. Hygienic design and certification for any valve in contact with a dairy product must meet the regulatory requirements of the Pasteurized Milk Ordinance (PMO), 3-A SSI or EHEDG (a European standard).
Dairies use a wide variety of valves, including mix-proof, single-seat, butterfly, regulating, flow diversion, tank outlet valves, check valves, air eliminators, air blow check valve, regulating valves and sample valves.
Single-seat valves are most commonly used in shut-off, divert and tank outlet applications.
Mix-proof valves are double-seat valves used to separate two different fluids, such as CIP and milk in one body, thus allowing continuous processing for the plant. This is done by creating an atmospheric break between the two independently operated seats.
Flow control (throttling) valves are used where either flow rate or pressure needs to be regulated.
In plants with a pasteurizer/HTST system, the flow diversion valve is used at the end of the holding tube and either diverts flow back to the balance tank or diverts it to forward flow, if the pasteurizing requirements, such as temperature setting, are met. In a dairy plant this is considered by most as the cutoff point between raw and pasteurized milk. For that reason the valves are inspected on a regular basis. Part of the inspection includes ensuring the control top is properly reading the position of the valve seat within one-eighth of an inch.
Regulating valves provide control of product and CIP.
Ball valves are not considered hygienic and so are not used in dairy processing. In the United States, butterfly valves are not used with dairy products.
Aseptic process lines require valves designed for this duty. They must prevent contaminants entering the product and help keep the process sterile.
The full range of hygienic valves is used with liquid dairy products. Liquid dairy processing does not require any special valve options as may be required by more viscous products, such as cheese, yogurt and ice cream. In these applications, it is important to protect the integrity of the fluid with gentle handling and to reduce pressure drops across the valves. Valves used in these higher viscosity processes tend to have longer stroke actuators, which reduce pressure drop and shear on the product.
Cheese curd transferred through pipework must be handled gently to ensure minimal shear. Processors must consider valves that can handle particulates. A large open throat provides gentle handling of the curd, and allows particles of up to approximately 1.5 inches to pass unobstructed through the valve.
To handle higher-viscosity products, valves tend to be larger: typically 4 to 6 inches. Additional consideration may also be required for cleaning processes because viscous products can be more difficult to remove from valve internals, requiring specific chemicals and/or higher temperatures. If this is the case, the valve construction materials need to be carefully selected to handle the cleaning process parameters.
The growing demand for whey protein, lactose and milk powders create a new challenge for cheesemakers and other dairy processors. Powder valves are designed for a harsh, abrasive environment.
Question 4. What is a good maintenance protocol for pumps and valves?
Correct maintenance procedures protect the reliability of pumps and valves. Some suppliers provide online video tutorials.
Plant managers need to work closely with their equipment manufacturers to determine maintenance intervals, which are based on the capabilities of pumps and values and on the process demands.
It is up to the plant manager to plan regular downtimes for maintenance. A preventative maintenance strategy can help optimize maintenance scheduling while avoiding unexpected or unnecessary shutdown.
The plant manager can understand the rate of wear by making regular inspections of the equipment and taking the time to become familiar with the flow, pressure and noise levels of units when they are operating normally. This will enable equipment operators to be aware of any changes in these parameters. They can provide early warning of any potential issues.
Having the correct spare parts on hand is also vital to efficient maintenance. Having complete spare valve inserts allow the internals of the valve to be replaced quickly and to get production back up and running. Technicians can then take their time to ensure the failed insert is repaired correctly for future use.
Question 5. What is a good protocol for cleaning and sanitizing pumps and valves?
While it depends upon the application, equipment makers generally advise plant managers to undertake cleaning and sanitizing as soon after production as possible and before products have dried inside the equipment. It is also a good practice to rinse the line first to remove residue and larger particles.
Cleaning or sanitizing solution should be used at the correct flow rate, temperature and pressure for the application before a final rinse is carried out. Valves should be pulsed to make sure any residue under the seats is flushed away. Set the pulsing rate to the minimum to assure effective cleaning.
For sticky products (or those that use sticky ingredients), ask the supplier to recommend best practices with regards to the valve design. Also, it is important to work with cleaning chemical suppliers to ensure compatibility with gasket materials.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






