Baby powders
Sanitary valves aid in hygienic processing of powdered products for infants
Germany’s Töpfer requires the highest hygienic standards for their powder rotary valves and diverter valves.
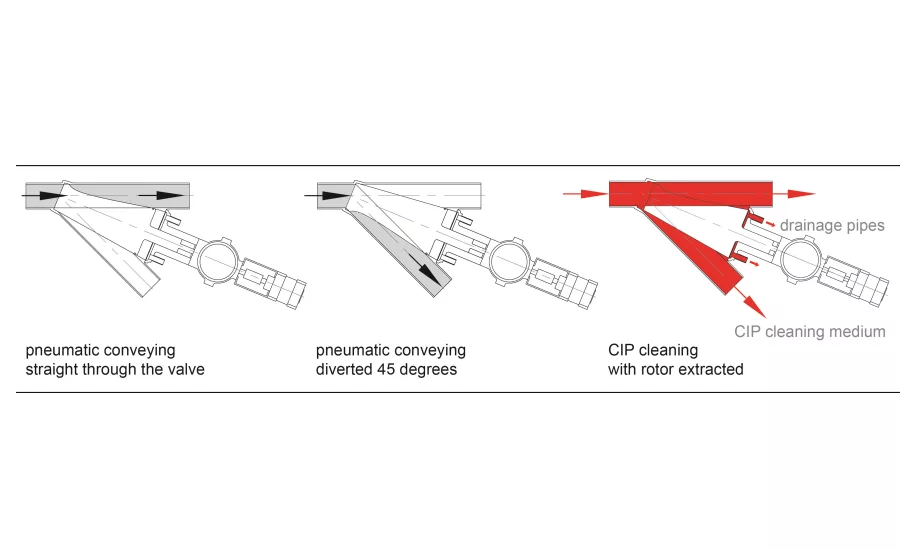
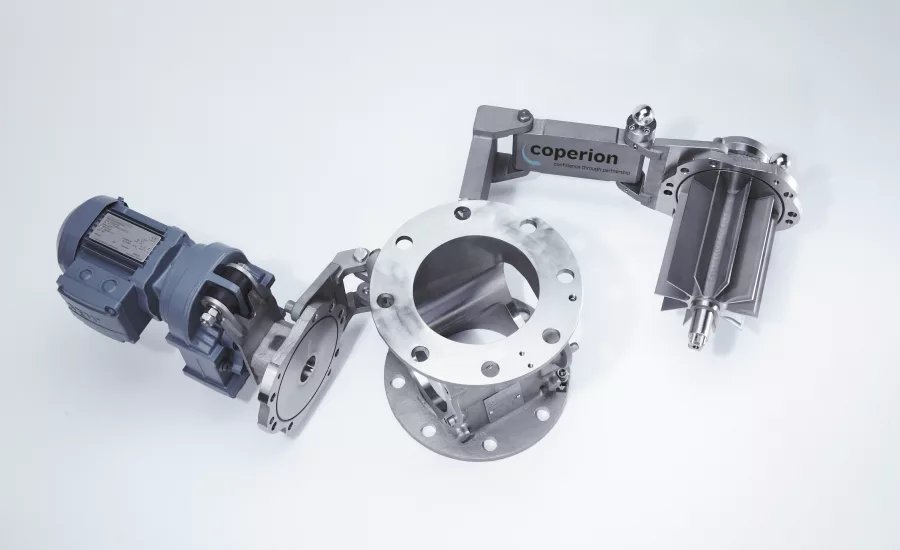
Photo 1. Coperion ZRD hygienic rotary valve
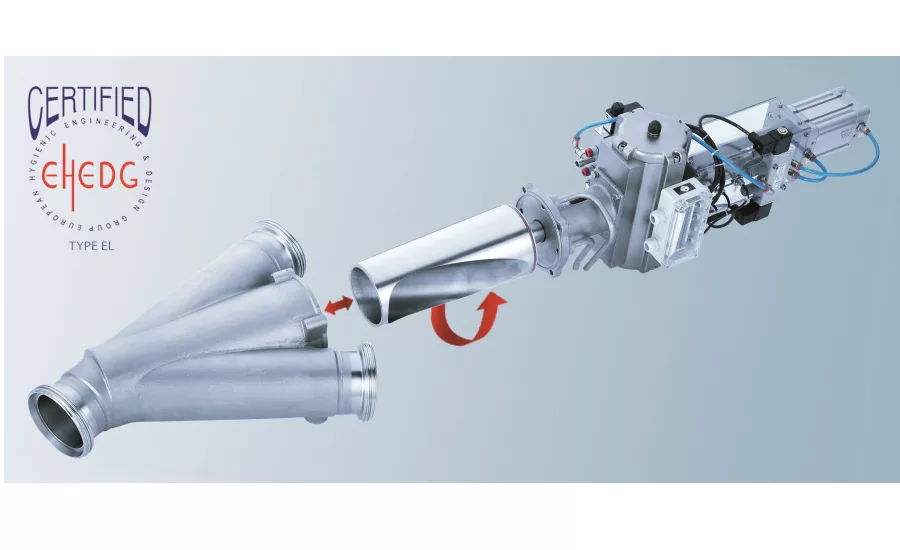
Photo 2. Coperion WYK hygienic diverter valve
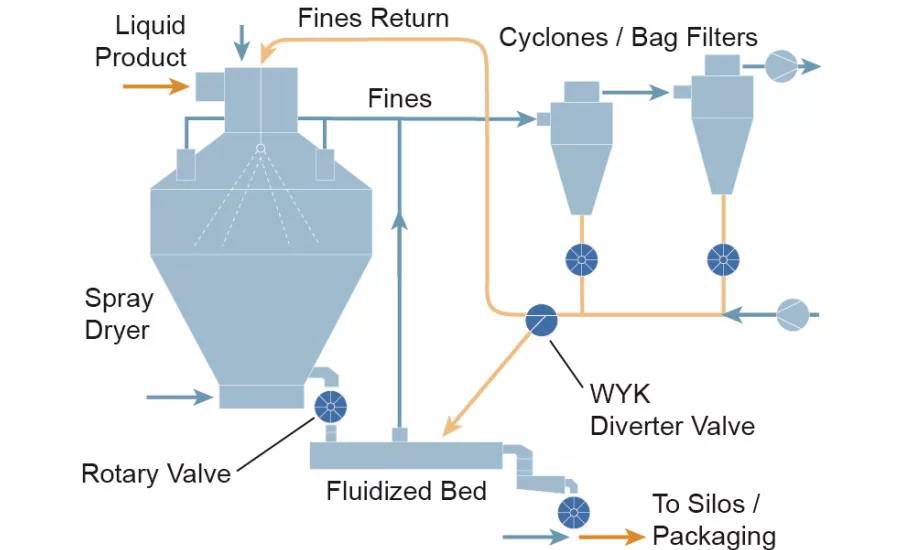
Figure 1. Typical spray dry process using Coperion sanitary rotary and diverter valves
By Sharon Nowak, Coperion K-Tron USA
Since 1911, Töpfer GmbH, located in Dietmannsried, Germany, has been dedicated to the hygienic production of nutrition and body care products for infants. Innovations such as the development of the milk-free infant formula Lactopriv and the infant formula Lactana have shaped the company’s global reputation.
Töpfer’s wide range of products include organic infant formulas, organic follow-on milks, organic milk, organic cereals, allergenic formulas, milk-free infant formulas, dietetic baby food, probiotics and polyunsaturated fatty acids.
The drive for innovation has necessitated the requirements of extraordinary accuracy in production and packaging. The company, from a technological point of view, classifies itself somewhere between a dairy and pharmaceutical producer and pays the highest attention to the selection of sanitary components for its process. As a result, Töpfer has been a dedicated customer of Coperion for the supply of sanitary rotary valves and diverter valves for powder conveying.
Head of Production Alfred Wiexler said, “Through a former employer, I had already been in close contact with the company Waeschle, which was already leading in powder conveying technology in the materials handling industry. Therefore, it made sense, that 10 years ago we contacted their successor Coperion, to further improve our sanitary standard.”
At that time Töpfer bought its first sanitary rotary valve. Meanwhile five rotary valves and four diverter valves are in use in the production site at Dietmannsried. Töpfer Managing Director Thomas Bürkel is responsible for production. He explained that Töpfer is in the project phase for future modernization.
“Coperion components will be installed in key areas,” Bürkel said.
Coperion hygienic rotary and diverter valves
In a typical wet blending/spray drying process for infant formulas and powders, ingredients are blended with water in large batches and then pumped to a heat exchanger for pasteurization. After pasteurization, the liquid is homogenized and the product may be concentrated by passing it through an evaporator or sent directly to the spray dryer.
As shown in Figure 1, the product is then atomized in the spray dryer. As droplets of product are fluidized in the dryer, water is evaporated and then dry powder drops to the bottom of the spray dryer, where it is discharged with a sanitary Coperion ZRD rotary valve to a fluidized bed.
As droplets of product are fluidized in the dryer, water is evaporated and then dry powder deposits drop to the bottom of the spray dryer. There the product is typically dried further and cooled. The outlet air from the spray drying chamber still carries product (fines) which is normally ducted into cyclones and bag filters after the spray dryer. From there the product is discharged with Coperion rotary valves into the fines return line.
The fines can either be transported by conveying pneumatically to the fluidized bed or back to the top of the spray dryer for agglomeration purposes. The actual conveying path is selected by the Coperion WYK diverter valve. After the fluidized bed, the finished powder passes through a sifter and is then pneumatically conveyed to storage silos or packaging lines, where it is deposited into bags or where it is canned.
Moisture and warm temperatures in the wet blending and spray drying process are conducive to bacterial growth. Therefore wet cleaning is normally applied in this process while dry cleaning is often typical in the process after the fluid bed dryer.
CIP saves time and resources
The wet cleaning process can require extensive resources. Time and costs can be saved if the washing process can be automated using clean-in-place methods (CIP). Coperion offers special components such as the rotary valve shown in Photo 1 that can be cleaned in the process without need for dismantling. This also reduces the risk of external contamination in the process.
Coperion rotary valves are designed such that the rotor stays in the  housing and discharges the washing liquids by rotating. Retention-free design including special CIP gaskets at the inlet and outlet as well at the side plates assure that no product or liquid remains anywhere. Contamination with curdled milk suspensions and subsequent CIP tests at authorized institutes (EHEDG for example) have proven that the components are absolutely clean and contamination free. The European Hygienic Engineering & Design Group, or EHEDG, is a consortium of equipment manufacturers, food industries, research institutes and public health authorities.
housing and discharges the washing liquids by rotating. Retention-free design including special CIP gaskets at the inlet and outlet as well at the side plates assure that no product or liquid remains anywhere. Contamination with curdled milk suspensions and subsequent CIP tests at authorized institutes (EHEDG for example) have proven that the components are absolutely clean and contamination free. The European Hygienic Engineering & Design Group, or EHEDG, is a consortium of equipment manufacturers, food industries, research institutes and public health authorities.
The Coperion stainless steel WYK diverter valve, as shown in Photo 2, has also been specifically designed for CIP cleaning in powder conveying pipes. The conical rotor is switched between conveying tubes via an actuator while the diverter is operated in conveying mode, as illustrated in Figure 2. During cleaning, the rotor is extracted slightly by a second actuator which allows the cleaning liquid to reach all areas of the inside while the diverter is still closed to the outside. The WYK diverter valve does not need to be opened during or after CIP and yet is thoroughly clean afterwards, which saves time and costs.
Coperion equipment is EHEDG-certified
Daniela Oehler is a product manager at Coperion and an active member in the EHEDG team for dry solids explains. She said, “Our components are not only designed according to EHEDG guidelines, they are also EHEDG-certified. What distinguishes Coperion components is the gap-free design, especially in critical areas, such as inlet flanges or side cover gaskets. This is very important when the production plants are cleaned wet, in order to prevent product deposits and also humidity residues in gaps.”
This ease in cleanability is also confirmed by Andreas Sick, head of Töpfer's maintenance. “We regularly clean dry and also wet from time to time. After each cleaning process we open the rotary valves to check if there are water residues. As of today, we have never found anything,” he said.
The design innovations described above are all direct results of the close relationships Coperion has to its customers in the dairy powder handling industries. As stated by Jochen Sprung, Head of Business Development for Coperion Food & Pharmaceutical Components, “It is our utmost interest to keep in close contact with the users. This gives us the necessary impulses to further develop our products.”
Summary
Coperion sanitary valves at TöpferGmbH have proven to be an important part of Topfer’s dedication to superior hygienic material handling. The reliable design and ease of cleanability, all coupled with Coperion’s excellent after sales service, have made Coperion a leader in the supply of sanitary rotary and diverter valves.
As summarized by Head of Maintenance Andreas Sick, “The rotary valves run perfectly. We haven’t been able to find a better product on the market.”
About the author
Sharon Nowak is Coperion K-Tron USA’s business development manager for the food and pharmaceutical Industries.
About Coperion
Coperion is the world market and technology leader for compounding systems, feed systems, bulk goods systems and services. Coperion develops, produces, and services plants, machines, and components for the plastic, chemical, pharmaceutical, food, and minerals industries. Coperion employs 2500 people worldwide in its four divisions Compounding & Extrusion, Equipment & Systems, Materials Handling, and Service and almost 40 sales and service companies.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







