Case Study
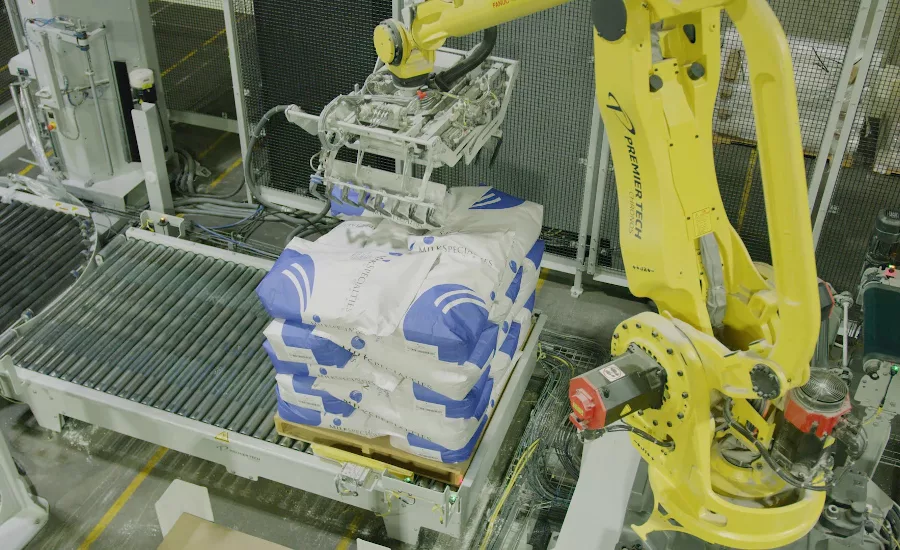
Premier Tech helps Milk Specialties Global automate its powder packing operation
Premier Tech’s equipment increased accuracy, efficiency and workplace safety.



Dairy protein (casein and whey) powders are extremely popular among athletes, bodybuilders and fitness models due to their high digestibility and muscle-supporting benefits. Additionally, dairy protein can help to prevent weight gain, improve bone health and lower blood pressure. For these reasons and more, milk and whey protein ingredients are making their way into foods such as baked goods, frozen desserts, and other functional foods intended for everyday consumers.
With demand for milk protein products at an all-time high, Eden Prairie, Minn.-based Milk Specialties Global looked to continue its seven decades of success by modernizing its line and implementing a robotic palletizer and an open-mouth bagging system specifically designed to bag the milk protein powders manufactured at their facility in Visalia CA.
Like many other powder packing plants, Milk Specialties Global was still manually handling the packaging from the shipping pallet to the packing room. To fully automate its powder packing operation, it needed an automated bag handling and packing system.
Understanding the scope of the project, Milk Specialties Global knew it needed a company with the experience and expertise to get the job done. That why it chose to partner with Premier Tech, Rivière-du-Loup, Quebec.
“It is very important for us to have a company that has a good background and is solid in the industry,” says Ken Cardoza, plant manager for Milk Specialties Global. “When you're investing in a process like this, you can't just put it in and take it out … we had to have a good confidence that they could meet our needs and our goals, so we bought through Premier Tech.”
Innovative hygienic design
Milk protein concentrate and isolate powders are produced by the gentle concentration and removal of casein and whey proteins from skim milk through an advanced ultrafiltration process. It is a very rigorous procedure with no room for error that might jeopardize food safety. Therefore, while updating the automation system, it was imperative to fulfill the highest regulatory requirements regarding the processing and handling of protein products.
“We have to have a very clean atmosphere when it goes to our powder room,” says Cardoza. “When you work in a powder atmosphere with a powder product, it really will pick up bacteria very easily. It has to be a highly clean area.”
To ensure clean and accurate operations, technology that prevents dust during the filling process was a must. The Premier Tech BFW Series hygienic design was perfectly adapted to milk and whey protein powder ingredients, as well as the sanitary standards in the industry.
“It was important for the bagging system to be closed, as it helps contain any dust that does come out and it also reduces the opportunity for foreign object contamination,” says Beth Koenig, Quality Control Manager for Milk Specialties Global.
Improved accuracy and workplace safety
Protein products manufactured by Milk Specialties Global are heavy and produced in high volume with multiple shifts. Thus, the manual process of handling protein products puts workers at risk of injury. Not only is it extremely strenuous on the human body, but it also makes it impossible to load the pallets to their full height.
“You had a line running with four people, [and] you had people that were tailing off product onto a pallet, so there was the possibility of human strain. We were losing a lot of product due to weight deviation and human contact,” says Pat Stover, maintenance supervisor for Milk Specialties Global.
Since a robotic palletizer is programmed to repeat continuous movements and support heavy loads, matters relating to human injury and weight deviation were virtually eliminated. Moreover, the robotic palletizer can also make it possible to avoid potential downtime that can occur from strenuous physical effort, fatigue and injury.
“The production rate changed in the fact that the old line would only run about one and a half bags a minute, whereas this is an automated system,” says a Milk Specialties Global employee. “It can run up to four bags as you look at it.”
The employee added that the automated system was a good investment because it provides safety — as people aren’t stacking bags by hand — and it also increases accuracy.
Efficient material flow
Every component of the new system is designed for efficient material flow and high reliability in a rigorous environment with many moving parts. The hygienic bag handling and filling solution for powdered products offers the highest levels of accuracy and reliability. The system is designed to run with low operator input, with the only manual requirement being for cleaning and maintenance.
“So with the new system, what it does is it's got an automatic scaling that [does] tracking. So that's huge because it can run just as fast and be far more accurate,” says Stover. “Running this filler now has actually decreased my maintenance time on equipment because I'm not having to babysit the equipment.”
The accuracy and efficiency of the system reduces the need to one full-time operator inside the packing room, allowing him or her more freedom to attend to other needs within the production process. “I don't think we're ever going to need to upgrade that machine. I think it's always going to outperform what our dryer capabilities are, which is a great thing to have. It was a good investment,” says Pete Lara, production manager for Milk Specialties Global.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






