Equipment suppliers highlight pumps, valves and lubricant solutions
Coperion

GEA

Burkert USA
Axiflow Technologies

Emerson

Renewable Lubricants

SPX FLOW

Harco

Lubriplate

Fristam
Laufer Valve Technology
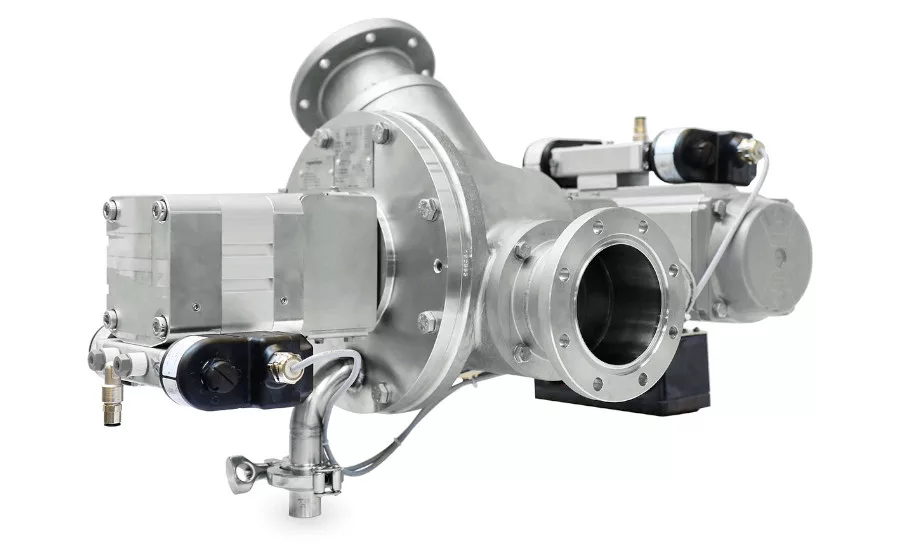
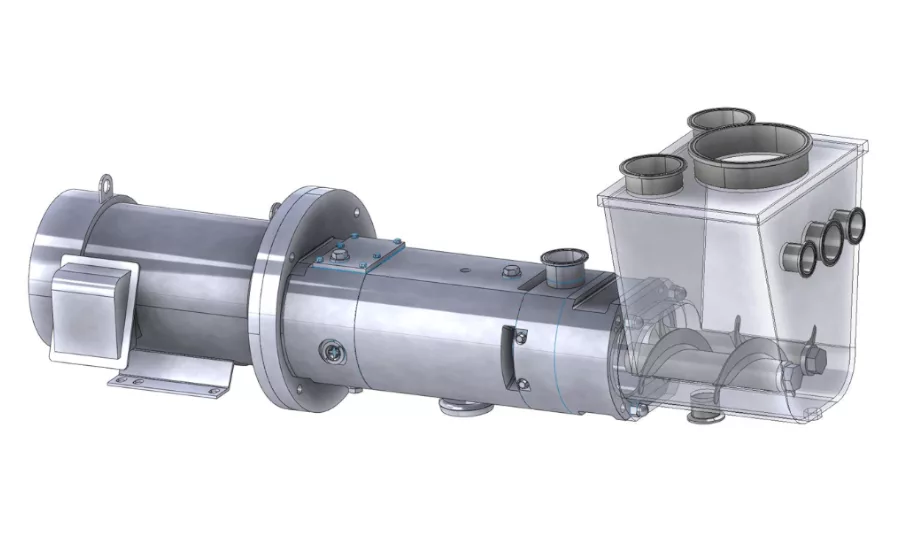
PATENT-PENDING PUMP ATTACHMENT
Axiflow’s high-quality line of sanitary twin screw pumps includes the patent-pending AxiAuger pump attachment, which is ideal for inclusions, low shear mixing, large, suspended solids transfer, and high viscosity applications. By modifying its standard sanitary twin screw pump, the company has incorporated a large hopper and augers that supply its feed screws. This allows for mixing and product transfer to be more linear and consistent.
980-219-8081; axiflowtechnologies.com
“SAFETY SLICES” FACILITATE SAFE RELAY
The pneumatic valve island Type 8652 AirLINE from Burkert is especially developed for use in a broad range of automation platforms including Profibus DP, Industrial Ethernet (Ethernet IP, Modbus TCP, EtherCAT), CC-link, and CANopen. With its on-board display, diagnostics can be performed and status interpreted directly at the unit, the company says. Available “safety slices,” when used with a safety relay, enable the use of an E-stop or other safety switches for fast response independent of the fieldbus signal. Integrated digital inputs receive feedback directly from process valves. While able to be DIN rail mounted, the Type 8652, with its hot-swappable solenoid slices, also can be mounted directly to the bottom wall of the cabinet, saving time and cost associated with expensive bulkhead fittings, it adds.
800-325-1405; www.burkert-usa.com
DIVERTER VALVE HANDLES SENSITIVE POWDERS
The single channel conical design of the WYK-CIP diverter valve from Coperion was designed for residue-free cleaning in dairy manufacturing processes with frequent product changes, where highest requirements in hygiene and purity apply. The stainless steel diverter valve is well-suited for inline material handling of hygienic and difficult-to-handle powders such as whey powder, lactose, dried milk powders, and infant formula, the company says. This valve can be used in pneumatic conveying systems in order to divert transfer of the powder to different locations, and it is often used in return lines in spray drying applications. The fully automatic CIP (clean-in-place) design permits complete purging of all product residues after the automatic cleaning process without dismantling and without manual cleaning.
(609) 413-9215; www.coperion.com
ADVANCED VALVE SYSTEM
Emerson’s Aventics Series Advanced Valve (AV) system with Advanced Electronic System (AES) Profinet and Ethernet/IP is available with preinstalled Open Platform Communications Unified Architecture (OPC UA) functionality. This valve system offers directly integrated capability, the company says. As such, the AES helps users solve interoperability challenges and to easily access data, while the integration of the digital twin can improve productivity and efficiency. OPC UA functionality also expands the connected capabilities of the valve system itself, making it easier for users in such industries as dairy, food, and beverage to digitally transform.
888-889-9170; www.emerson.com/en-us/news/automation
TRANSPORTING DELICATE CHEESES
The dual-duty Fristam FDS Series Twin Screw pump transfers product and also supplies clean-in-place (CIP) to the system, eliminating the need for extra CIP pumps and piping. The FDS transports an wide range of food and beverages gently and reliably from delicate cheese products (cottage cheese, ricotta, feta) and shear sensitive cultured products (sour cream, yogurt) to large particles (yogurt or ice cream mix with fruit and nut inclusions), the company says. It also handles entrained air applications such as whipped cream cheese without becoming air-bound. The FDS is manufactured, assembled, and tested in Middleton, Wis.
800-841-5001; www.fristam.com/usa
DOUBLE SEAT VALVE HANDLES CHEESE CURDS
The Varivent 24/7 cheese curd valve from GEA is a long-stroke double seat valve that satisfies PMO and 3-A sanitary standards, while offering nearly two inches in particle clearance and more than 570 gallons per minute in throughput. Its ideal application is for curd and other large particle dairy applications. Curd handling is critical, and this curd valve offers unmatched protection and handling. It uses GEA’s mixproof design featuring robust actuators and a v-ring seat seal design to hold up against high velocity. Likewise, the valve fits tightly in a V-shaped groove to eliminate rolling and contamination, with defined deformation for longer life.
PUMP EFFICIENCY, SANITARY PROCESSING
Harco Enterprises carries Ampco’s ZP3 series pumps, which enables users to fully clean-in-place (CIP) without modifications and without loss of pump efficiency, the company says. These positive displacement pumps are ideal for sanitary food and beverage processing. The front-loading seals are located closer to the product flow, offering improved CIP-ability with no disassembly required, reducing maintenance time and expense. The stainless steel gearcase, bearing retainers, splash plate, and cleanout plugs also deliver maximum performance. The ZP3 technology and features makes it one of the best values in sanitary positive displacement pumps, the company says.
705-743-5361; www.harcosupply.com
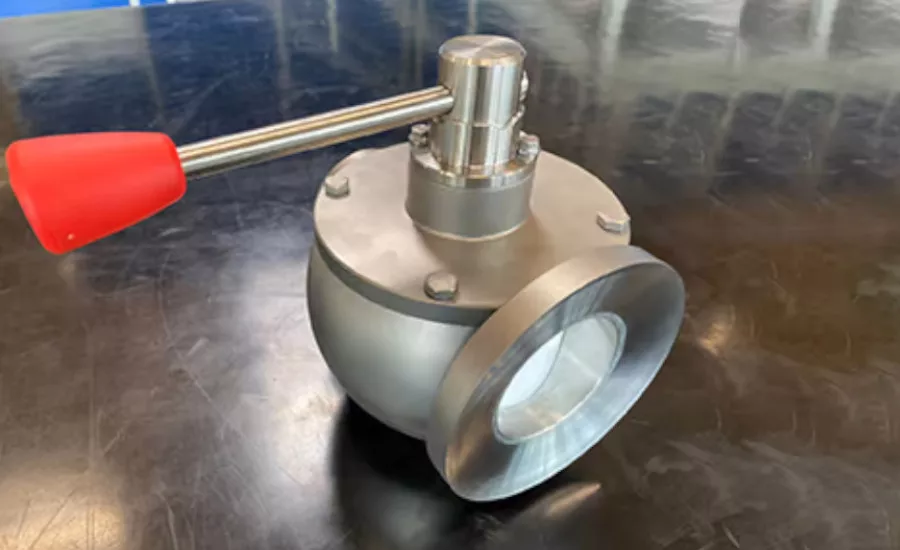
CIP-READY FLUSH BOTTOM VALVE
LIAG and Laufer Valve Technology have developed a flush bottom tank outlet valve built on the same hygienic and dependable 3-A certified and EHEDG-tested (European Hygienic Engineering & Design Group) arc/shutter valve technology. Designed with only five high-quality wearing parts, the LIAG arc/shutter valves can be manufactured with mounting kits for any radial actuator as a free service. The company says it is the industry’s only straight-through, full-bore, clean-in-place (CIP)-ready, flush bottom tank outlet valve.
562-232-4777; www.laufer-valve.com
A NEW NOZZLE DESIGN
Lubriplate’s line of NSF H1 registered food machinery lubricants now is available in a new style of aerosol spray cans that feature the company’s exclusive Secure Straw dual spray nozzle design. The packages, with their permanently attached flip-up straw, provide several safety and convenience advantages over the previous package. A wide variety of NSF H1 registered/ISO 21469 certified food machinery-grade lubricants are available for just about any application.
800-733-4755; www.lubriplate.com
PATENTED BIO-BASED PUMP OIL
Renewable Lubricants’ patented Bio-Vacuum Pump Oil is a biodegradable biosynthetic formula developed specifically for use in vacuum pumps. In addition to increased performance relative to mineral oil-based products, these bio-based products are environmentally friendly and help companies achieve their sustainability goals, the company says. Formulated from renewable agricultural biobased resources, the oils are non-toxic, zinc-free formulations that contain no heavy metals. A direct replacement for mineral oil-based oils, the vacuum pump oils are ideal for applications where low toxicity, biodegradability, and non-bioaccumulation properties are required. They also are recommended for use in industrial waste collection and remediation and food-grade vacuum pump applications.
330-877-9982; www.RenewableLube.com
MORE UPTIME WITH IO-LINK UNIT
SPX FLOW has launched a control unit as a part of its CU4plus platform that includes IO-Link communication protocol. The CU4plus IO-link Control Unit works with all APV and Waukesha Cherry-Burrell air-operated sanitary valves and can be retrofitted into any existing installed base when paired with an IO-Link master. Benefits include ease of installation and use, improved uptime, robust network, and less downtime, enhanced CIP, and sustainability. The unique pressure sensor enables end users to better monitor air pressure used to actuate the valve. The unit can easily integrate into an existing system, to optimize performance, increase uptime and maximize interoperability with other protocols.
262-728-1900; www.spxflow.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





