Detection and inspection systems
Finding the ideal detection system for your dairy

Fortress Technology’s new Interceptor metal detector is ideally suited for the dairy industry since it helps minimize the influence of product effect (a common issue with some dairy products).

Anritsu’s new high-sensitivity XR75 X-ray inspection system can pinpoint product shape defects and check for product integrity. The system was designed to provide excellent sensitivity at lower energy levels for extended life cycles.

Peco InspX's ScanTrac Solo high-speed side-view X-ray inspection system is ideal for inspecting any kind of dairy product in a rigid container.

ThermoFisher’s NextGuard X-ray inspection system can now detect contaminants and use vision software to perform various product integrity inspections such as checking shape, detecting cracks and finding missing pieces.
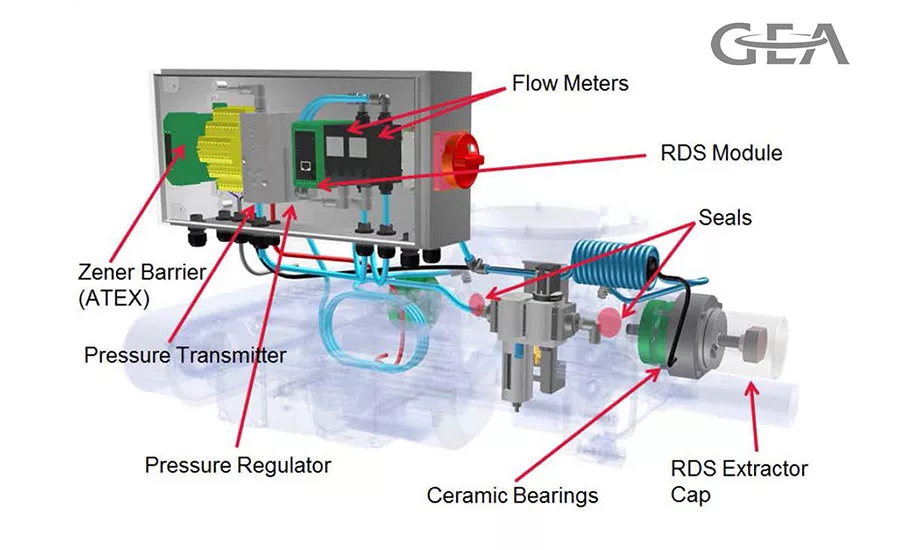
GEA’s Rotor detection system (RDS) technology is designed to detect contamination during production.

Heat and Control CEIA has introduced the RB-800, a space-saving slim-line metal detector and compact conveyor system for in-line applications where space is limited.

Mettler Toledo's Profile Advantage metal detector with multi-simultaneous frequency and signal suppression technology helps improve detection capabilities against product effect.

Sesotec's Raycon X-ray technology has enhanced software for multi-lane analysis for yogurt tub inspection or ice-cream novelty inspection, as well as multi-product inspection whereby products with varied densities can be inspected at random with performance optimized for each individual product.

Meet the panel:
John Klinge, Eriez, Erie, Pa.
Rick Cash, Thermo Fisher Scientific, Minneapolis
Bob Ries, Thermo Fisher Scientific, Minneapolis
Todd Grube, Heat and Control, Hayward, Calif.
Chris Young, Anritsu Infivis Inc., Elk Grove Village, Ill.
Kelly Sharpe, Fortress Technology, Toronto
Rob Rogers, Mettler Toledo, Tampa, Fla.
Terry Woolford, Mekitec US, Irving, Texas
Rich Cisek, Peco InspX, Fremont, Calif.
Doug Pedersen, Sesotec, Bartlett, Ill.
Ben Dawson, Teledyne DALSA, Billerica, Mass.
Andrew Wade, GEA, Columbia, Md.
We spoke with some leading suppliers about the importance of detection and inspection systems in dairy processing. According to these suppliers, dairy processors are concerned about a range of issues — from cost, meeting strict food safety guidelines to dealing with nonmetallic contaminants. In this article, equipment suppliers discuss strategies and best practices for eliminating the problem of foreign objects in foods and beverages, where the best placement of these detection systems should be on a processing line and more.
Dairy Foods: Describe how a foreign body could find its way into a dairy food or beverage. How does your equipment or system identify it?
Bob Ries: Examples of how a foreign body can find its way into a dairy food include incoming raw materials (a small stone fragment in a fruit shipment); production line (a metal sliver from a piece of processing equipment); or a packaging component (a shard from a glass bottle).
Because product and package types can vary widely within the dairy category, it’s important that the detection/inspection material handling solution is customized. This assures the products are presented to the detection system in the optimum manner and a minimal amount of product is rejected should there be a problem.
Because many dairy items have a high product effect which negatively impacts metal detector performance, most production lines will benefit by stepping up to the expanded inspection/detection capabilities offered by X-ray systems. (Product effect occurs when a product has a conductive property which effects the magnetic field generated by the metal detector. This is typically found in high-moisture and high-salt product environments.)
John Klinge: Any application that involves shaving or cutting equipment can result in metal fragments breaking off of the machines into the product. This metal can be small shavings. It can also be fasteners and hardware from the processing equipment. Some products generate signals that can confuse typical metal detectors [into] thinking there is metal where there is none.
Kelly Sharpe: Producers of milk have very little risk whereas producers that create milk by-products have a much higher risk of contamination.
Andrew Wade: There are several sources of contamination (both ferrous and non-ferrous) including, loss of fastenings due to failure, sifter screens breaking under vibration causing small wire fragments to fall into the product and holes in sifters allowing foreign objects to pass through. Paper, plastic or even a knife can be lost into powder systems from manual tipping systems. Objects falling into product from inspection hatches. We can detect these foreign objects by having screening sifters, rotor detection system (on RV’s) and by using magnets in the process lines.
Terry Woolford: X-ray inspection systems generate an image of the product and apply specific inspection algorithms that look for changes in density, or X-ray absorption, throughout the product. Once suspect areas are examined automatically then the system will decide a pass/fail for that product. This happens in real-time at line speeds of up to 300 products per minute.
Rich Cisek: X-ray systems are perfect for detecting foreign material in dairy products because they can detect a wide array of contamination. Also, the effectiveness of X-ray systems is not impacted by the type of container being inspected (for example, foil sealed yogurt cups can easily be inspected for metal contamination with an X-ray system yet a metal detector won’t work in this application).
Doug Pedersen: We recommend rare earth magnets on the ingredients and metal detection in the pipe format for liquids, such as butter or ice cream, and for end-of-line inspection, metal detection or X-ray. X-ray will generally provide the best performance for retail packaged products. Magnets use magnetic attraction to pull out ferrous metals. Metal detectors measure difference in conductivity to differentiate metal in wet conductive products such as cheese.
Dairy Foods: What is a good control strategy in a dairy plant to eliminate the problem of foreign objects in foods and beverages or in product packaging?
Ries: It is virtually impossible to eliminate occasional, random foreign objects in dairy products due to the scale and industrial nature of the production process. The key activity is to quickly and accurately get to the root cause and put measures in place to make sure it never happens again.
X-ray systems are a particularly good tool for this because they automatically save rejected product images which clearly show the shape and position of foreign objects making their identification easy. Metal detectors also can be configured to alarm and stop a production line should there be too many consecutive rejections, indicating a severe failure somewhere upstream in the production process.
Chris Young: A good control strategy would include a risk analysis and full understanding of where contaminants can potentially be introduced on and off the production line. If ferrous or magnetic metals are a problem in raw ingredients, then using magnetic sorting systems can have value. However, if metal is coming into question during cheese slicing then it makes more sense to inspect the final package, as inspection on the closed pack ensures there is not additional means to add contamination. The difficulty of inspecting for nonmagnetic or stainless steel can be overcome by using an X-ray system and possibly at a case pack level to keep the implementation cost lower.
Klinge: We find the best control strategy is a “double team” approach. This means pairing metal detectors with powerful magnetic separation equipment to protect against metal contamination. While neither a metal detector nor a magnetic separator is 100% effective in removing contamination on its own, the double-team combination results in as close to a near perfect clean product yield as possible. Working in conjunction, the magnet should be placed in front of the metal detector to remove ferrous contaminates while the metal detector focuses on any ferrous missed by the magnet as well as nonferrous metals.
Todd Grube: Inspect raw product as it enters the processing line and perform a final inspection after packaging. Then use data acquired by the metal detectors or X-ray inspection systems to correct problems on the line or with vendors to reduce the possibility of future contamination.
Woolford: Frequent supplier audits that check ingredient quality can alleviate some risk. Regular servicing, inspection and routine preventative maintenance of production equipment can reduce the possibility of component failure. Having a no-glass policy can minimize the likelihood of glass contamination. But at the end of the day these are risk reduction opportunities not complete elimination.
Ben Dawson: There are procedural methods, such as keeping packaging in clean storage before use, that could reduce the problem of foreign objects. Machine vision can reduce the problem of foreign objects by inspecting the packaging exterior (and sometimes interior) for foreign objects just before filling and for proper package sealing.
Dairy Foods: Where is the best place (or places) on a processing or packaging line to install your equipment?
Ries: Inspection/detection systems (X-ray or metal detectors) typically are positioned after filling/sealing operation, with the checkweigher following. The exception would be pipeline metal detection systems which precede filling.
Rick Cash: The purpose of placing the checkweigher downstream of the filler or cutter is to provide feedback to the food production process, allowing the fill or cut amount to be adjusted. This ensures minimum give-away and eliminates underweights. By carefully monitoring the weight statistics from the checkweigher, the production engineer can also assess other process variables that may be factors in weight control.
Rob Rogers: For an X-ray system or metal detection, don’t just consider an “end-of-the-line” inspection device. The earlier in the process the contamination is discovered the better the possibility of identifying the true root cause, allowing for proper corrective action to prevent further contamination.
A checkweigher should be placed at the end of the primary packaging line, and again at secondary packaging as an option. Checkweighers are important to ensure compliance with Weights and Measures and can also save manufacturers money. A checkweigher’s ability to precisely measure weight allows manufacturers to adjust fillers to closely control giveaway. As an option, a checkweigher can provide feedback to the filler for automatic adjustments.
Klinge: [A] metal detector safeguards against stainless steel, copper, brass and aluminum when it’s positioned after a liquid line magnetic trap. [A] metal detector installed directly after a grate magnet detects and rejects nonferrous and stainless steel metals. Additionally, a metal detector should be placed after final packaging to ensure no metal fasteners or hardware fell into the product. This metal detector is the final check for the company and is also a deterrent to employee sabotage.
Wade: The best place to install metal detection or ingress protection is at the source. If powder is introduced into a plant [from bags], then it should always be screened. Test points should be added after any item of equipment that has moving parts in product contact. Finally, at the end of the process, you should always install metal detection or X-ray systems as quality check before product is released to the distribution chain.
Grube: Locating inspection machines at the point where untested ingredients enter the process, or upstream of sensitive processing equipment is the best insurance against damage. At the end of the line, inspect at the last point of human or machine interaction with the food product. This can be at the discharge outlet of a weigher to reject contaminated product before it enters the package, or post-packaging before product ships to customers.
Cisek: In general, right after the product is packaged is the best location. The main advantage of this approach is that it gives the operator 100% assurance that the product is contamination-free but at the same time it minimizes the amount of time (and reworked product) to find a problem when it occurs.
Dairy Foods: Discuss the types of reports your equipment can generate and how dairy processors can use this information to be more efficient manufacturers. How long should a plant manager keep these reports?
Ries: All Thermo Scientific X-ray inspection machines can generate detailed production reports indicating the products being run, the production times, the number of audits and pass/fail statistics. X-ray also can save rejected product images, graphically highlighting the reason for rejection. These reports can be saved on the machine for many months and exported easily via a USB memory device. For our metal detectors, we offer centralized PC software that via the modbus TCP/IP protocol retrieves statistics and generates/saves reports about production and audits.
Klinge: Eriez’s Xtreme Enhanced Platform metal detector features a dedicated reject log, which stores all metal detection events by a date time group. The metal detector also has a separate event log that monitors all functions by user name and password level.
Sharpe: Our Stealth and Interceptor models of metal detectors come standard with event data logging software. This plug-and-play software complies with stringent HACCP and GFSI standards. Data is transferred from the detector to your computer using the included USB drive. The data output provides fully traceable quality assurance information, detailing what and when something happened. Quality control reports should be kept on file as per the processor’s food safety plan. It is our recommendation that any records be kept for a minimum of a year.
Woolford: X-ray offers significant reporting advantages over metal detection in that actual reject images of the products can also be stored. This further supports the HACCP-compliant date-and time-stamped reports our system generates at the end of every batch. These reports also contain valuable production data, including number of products, number of rejects and weight statistics in the case of the CombiMeki X-ray Checkweigher. These reports are in electronic format and can be downloaded via on-board USB or through a network connection.
Our recommendation is that reports are stored for a minimum of five years, but this is entirely [up] to the processes documented by the user.
Cisek: Our new data gathering and reporting tool, called Operations Guardian is unique in that it collects data on what is happening on the production line in terms of throughput and efficiency of the line while also collecting a host of product quality parameters. The system can also store the X-ray image to allow post inspection processing of many parameters.
Pedersen: Sesotec metal detectors contain a log book that records every occurrence that takes place at the metal detector. These include who logs in and when, what they adjusted and when they logged out. It also has the capability to record when the metal detector is challenged for compliance with the Global Food Safety Initiative. Data is easily retrieved via USB from the machine or can be collected via an Ethernet connection.
Dairy Foods: Your company probably exhibited at the International Dairy Show or Pack Expo Show this year. What was on the minds of the dairy processors you spoke with? What were they asking about your equipment, and what did you tell them?
Ries: As food safety standards become more and more stringent, a hot topic is the detection of non-metallic contaminants such as plastics. For example, a common request is the detection of gasket fragments. In many cases, due to the relative density of these materials, this can be very difficult. Now though there are several material suppliers formulating plastics that contain dense or metallic compounds that make these materials much more detectable with metal detectors or X-ray systems.
Dairy Foods: What new technology or features have you incorporated into your equipment in 2015? Discuss how it applies to dairy foods processing or packaging.
Cash: We added a feature that closely integrates our metal detector into our checkweigher. Alarms and metal reject statistics are captured via the checkweigher screen and QC reports. Product changeover is easier by linking the running product in both systems. Changing the running product on the checkweigher automatically changes the product running on the metal detector, saving time and eliminating error.
Ries: Our NextGuard x-ray inspection system can now detect contaminants and use vision software to perform various product integrity inspections such as checking shape, detecting cracks and finding missing pieces. The capability is just optional software, so cost is minimal.
Young: Anritsu’s biggest introduction was our XR75 X-ray inspection system product line. It was designed to specifically reduce the ongoing or long-term costs associated with X-ray inspection. We have tripled (increase of 300%) the lifetime of the X-ray tube and detector. Additionally, the XR75 has valuable sanitary features included all angled surfaces, tool-less belting and curtain removal, and mirror polished food contact surfaces.
Klinge: Eriez released the new Xtreme Enhanced Platform metal detector at Process Expo 2015. This metal detector is designed to go after the harshest of applications, such as 40-pound blocks of cheese, large containers of cultured products and specialty milks. A combination of precision mechanical design, state-of-the-art electronics, multiple frequency range, vibration immunity and complex algorithms enable this system to detect the smallest of metals in these applications.
Sharpe: Fortress’ new Interceptor metal detector is ideally suited for the dairy industry. This new system minimizes the influence of product effect, thereby ensuring better sensitivities, especially with stainless steel (316). The system has been manufactured with a unique noise immunity structure, so effects from external electrical noise have been dramatically reduced, thereby lowering the occurrence of false rejects.
Grube: Ishida IX-G2 X-ray systems utilize two sensors to compare the absorption of X-rays on two levels. This clearly distinguishes even low-density foreign objects from product, even where pieces overlap. CEIA has introduced the RB-800, a space-saving slim-line metal detector and compact conveyor system for in-line applications where space is limited. The system integrates a choice of 21-Series metal detectors with a round belt conveyor, operating controls, and sanitary support frame all in a unit that is only 31.5-inches long.
Woolford: We have added two image processing tools to our X-ray system in the form of the latest MekiGuard software. These pre-image analysis features called Illuminator and Block Analysis have been designed to almost eliminate false rejects and at the same target more low-density contaminants.
Rogers: Many products being inspected for contamination exhibit a phenomenon known as product effect. Attempts to meet a factory standard normally involve increasing sensitivity levels to a point where the metal detector setup becomes unstable and the system rejects good product. Mettler Toledo has the Profile Advantage metal detector with multi-simultaneous frequency and signal suppression technology to improve detection capabilities.
Cisek: Seal inspection is a big area of focus for Peco InspX. We have two technologies that can test the seals of plastic pouches and bags (and any other type of container that has a seal closure). One technology is noncontact and performs an infrared analysis of the seal right after it is sealed (for example on a bag of cheese). The other uses a patented pressure technology where the system learns how a bag or pouch reacts to pressure and then compares each inspected container against this pressure (or squeeze) profile. Any container with a different than expected squeeze profile is rejected. This system can find holes in bags that are smaller than 0.5 millimeters.
Pedersen: With the Sesotec Raycon X-ray technology, we have introduced enhanced software for multi-lane analysis for yogurt tub inspection or ice-cream novelty inspection, as well as multi-product inspection whereby products with varied densities can be inspected at random with performance optimized for each individual product. With our new GF-4000, dairy powder processors and users have the capability to inspect powders while being conveyed in a pneumatic line. It has a reject system that will remove stainless steel down to 1 millimeter from the line without stopping the pneumatic conveyance.
Find suppliers of detection equipment in the Dairy Foods Buyers Guide (July 2015) and at buyersguide.dairyfoods.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






