Tradition Meets Technology
Emmi-Roth Käse USA blends artisan craftsmanship with modern means at Monroe, Wis., facility.

 Meld generations of cheesemaking experience and tradition with modern innovation and the result is the Emmi-Roth Käse USA cheese facility in Monroe, Wis. The facility crafts 30,000 pounds of authentic European-style artisan cheeses daily, rotating production of 25 varieties.
Meld generations of cheesemaking experience and tradition with modern innovation and the result is the Emmi-Roth Käse USA cheese facility in Monroe, Wis. The facility crafts 30,000 pounds of authentic European-style artisan cheeses daily, rotating production of 25 varieties.
The heaviest volume is devoted to its signature Gruyère, crafted in custom copper-lined vats unique to U.S. cheese processing. Specialized European equipment also includes cheese presses and automated smearing equipment found in the plant’s newly doubled curing area.
Purchased in 1991, renovations, additions and technology have adapted the 1970s-era facility to European-style cheese processing style while bolstering the plant’s energy efficiency, production capability and ergonomics, explains Jim Natzke, vice president of operations.
“The product mix is always changing, so we end up adjusting the processes to accommodate, Natzke says.
The curing-room addition doubled the automated space to 24,000 square feet, and incorporated a finished-product cooler and pick-up dock that is separated from plant deliveries, including milk. Each docking area is segregated from processing and curing operations.
Already an ISO 9000 facility, additional steps are underway to become Global Food Safety Initiative/GFSI-compliant by the end of 2011, Natzke says.
The plant’s 78 employees cover one-and-a-half processing shifts, including washdown, six days a week. The resulting production floor “quiet time” incorporates a “traditional European manufacturing concept,” Natzke says.
These scheduled idle periods promote sanitation. The stainless steel equipment and all other components in the processing area dry completely, in turn preventing development of phage, a cheese starter culture virus.
Emmi-Roth Käse USA’s use of high-quality milk and strict testing and contamination-prevention methods are essential for artisan cheeses with up to 18-month cure times.
“Because we age our cheeses out for so long, and at 55 degrees, any defect in the incoming milk is going to impact the quality. The milk needs to be as clean as possible. It’s incredibly important,” Natzke says.
Raw milk samples are subjected to standard cheese plant tests, including antibiotics, acidity (sour), off flavors, butterfat, protein, lactose and bacteriological content such as raw milk colony forming units (CFU). Results support farmer payouts, including incentives for reduced somatic cell counts.
Milk is then pumped into one of three silos with capacities of 20,000, 30,000 and 40,000 gallons. To support volume increases, Emmi-Roth Käse expanded raw-milk storage by 10,000 gallons in 2009 when it replaced an older silo.

The plant process 400,000 pounds of milk per day, or 90 million pounds annually. Milk is piped into the plant and into the HTST pasteurizing unit at 163.5 Fahrenheit for 15 seconds at a rate of 29,000 pounds per hour. A unique energy-saving system converts heat from the plant’s whey, reducing steam generation and boiler workload. Typical pasteurization units run hot water on one side of a plate, which in turn transfers heat to pasteurize the milk.
“We capture the heat energy from the whey, and we use it to heat the milk coming in,” Natzke explains.
Pasteurized milk travels a few feet via overhead piping to the adjacent standardizing machine to achieve the desired butterfat content, in this case 3.5% to 3.8% for the company’s flagship Gruyère. In contrast, low-fat lacey Swiss requires 1.8% butterfat milk. Excess cream resulting from standardization is saved for 4.3% butterfat products, with occasional excess sold to butter manufacturers.
Once standardized, milk for Gruyère is piped to the enclosed vat room, where it enters the only two full-scale, copper-lined vats in U.S. production use. Traditional Gruyère requires a copper pot for its heat transfer properties and for the minute amount of copper infused into the whey, providing color, taste and an essential nutrient to the cheese.
“We feel strongly that to have a true Gruyère, it has to be made in a copper pot,” Natzke says, noting one ounce of finished Gruyère contains 6% of the RDA for copper.
Two 35,000-pound stainless steel vats process varieties including Havarti, Baby Swiss and Lacey Swiss. Each of the four vats is custom, double O-style.
Following addition of cultures, rennet and cooktime, whey enters one of two presses imported from Europe. Multiple cheese forms are auto filled, pressed for 30 minutes, flipped by hand, and pressed for another 30 minutes. Experts pull the 154 newly formed cheeses from the press tray and place onto racks. Gruyère sets for six hours, subject to flipping every 30 minutes as well as microbial testing. Lacey Swiss rounds set on stainless drain tables adjacent to the immediate processing floor.
Once set and tested, carted cheeses head to brining operations on an elevator. The racks of cheese are submerged in 9,000-gallon brining tanks, lowered by human-monitored and -controlled hoists. The dip system replaced raceway brining in 2006 and ensures a uniform process, particularly important for eye formation for Swiss cheese, Natzke says.
Brine times vary by cheese, from 90 minutes for a low-sodium Swiss to 18 to 20 hours. Following brining, cheese racks move to curing rooms or to seal-wrapping operations.
“People (in the industry) are used to cheddar curing, which is 38 degrees Fahrenheit in a bag. For our cheeses, the curing is at 55 degrees and is on pine boards.”
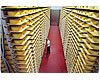
Aging ranges from four to 18 months, depending on the variety. The facility imports pine boards from Switzerland designed specifically for the 55-degree Fahrenheit, 92% relative humidity curing room atmosphere.
“It’s risky with wrong wood, we need a good low-resin pine,” Natzke says. “The key is the moisture. If you tried to cure it on a non-porous surface, moisture would get trapped between the cheese and the surface, growing undesirable bacteria.”
The two automated smearing machines traverse the new air filtration/humidity-controlled automated curing rooms. Machines nicknamed Sam and Heidi rotate and smear three cheese wheels at a time from the 24-foot towering stacks. Smearing frequency is decreased as the cheese matures.
“We use some newer technology to make sure that every wheel has the same environment. The curing process is the same as it has been forever, but the technology helps us control the environment for better consistency.”
The smear volume currently handled by automation would require eight to 10 employees and would raise ergonomic challenges.
“The machines work 24-7, and they do a lot of the manual work, but it does take a lot of management,” Natzke says.
Future installation of a patented de-rinder machine is planned to further optimize the curing space without creating additional repetitive employee tasks.
Once packaged, finished cheese shelf life ranges from 120 to 180 days. Finished product is stored at the distribution center for shipment. Orders, typically composed of one or two mixed pallets of up to 20 different random weight items, are shipped depending on customer preference.
“Our products and customer base mean we don’t have many full truckload-type orders,” Natzke said.
Location: Monroe, Wis.
History: Built in 1970s and purchased in 1991. Extensive expansion following 1991 purchase; make room addition (2005); shift from raceway brining to automated brining room (2006); 12,000-square-foot initial cure room expansion in 2006; expanded additional 12,000 square feet in 2010; planning for third cure room expansion.
Size: Processing, 26,000 square feet, two floors; cure room, 24,000 square feet
Employees: 78
Support facilities in Monroe: Distribution center with labeling operations, 57,000 square feet (28,000 refrigerated); 13,000-square-foot, four-floor vintage-era cheese warehouse
Milk volume: Processes 400,000 pounds of milk a day, 7 to 8 million pounds a month; about 90 million pounds annually
Milk supply: NFO, Swiss Valley and Rolling Hills cooperatives deliver direct off the farm
Pasteurization type/units/capacity: HTST, 29,000 pounds per hour
Number of production lines/types: 2 copper lined and 2 stainless Double O-style cheese vats, 35,000 pounds each; 2 cheese presses and 2 drain tables
Storage capacity (raw): Three silos: 40,000 gallons, 30,000 gallons and 20,000 gallons
Unique equipment: Full-size copper-lined Double O vats, key to authentic Gruyere cheesemaking process; submerged brining operations; curing on pine boards sourced in Switzerland
extras
These companies are among Emmi-Roth Käse USA’s key suppliers:
Allen
CFC Services LLC
Chr Hansen Cultures
Cryovac
Curwood Packaging
Danisco Cultures
EMS
Excalibur
Foodtech AG
Kalt
Lafferty Equipment Mfg.
Lew
Maschinenbau AG
Mikroklima AG
Nelson Jameson
ProChemicals
Steinmann Stainless Fabrication
UltraVac
The heaviest volume is devoted to its signature Gruyère, crafted in custom copper-lined vats unique to U.S. cheese processing. Specialized European equipment also includes cheese presses and automated smearing equipment found in the plant’s newly doubled curing area.
Purchased in 1991, renovations, additions and technology have adapted the 1970s-era facility to European-style cheese processing style while bolstering the plant’s energy efficiency, production capability and ergonomics, explains Jim Natzke, vice president of operations.
“The product mix is always changing, so we end up adjusting the processes to accommodate, Natzke says.
The curing-room addition doubled the automated space to 24,000 square feet, and incorporated a finished-product cooler and pick-up dock that is separated from plant deliveries, including milk. Each docking area is segregated from processing and curing operations.
Already an ISO 9000 facility, additional steps are underway to become Global Food Safety Initiative/GFSI-compliant by the end of 2011, Natzke says.
The plant’s 78 employees cover one-and-a-half processing shifts, including washdown, six days a week. The resulting production floor “quiet time” incorporates a “traditional European manufacturing concept,” Natzke says.
These scheduled idle periods promote sanitation. The stainless steel equipment and all other components in the processing area dry completely, in turn preventing development of phage, a cheese starter culture virus.
Emmi-Roth Käse USA’s use of high-quality milk and strict testing and contamination-prevention methods are essential for artisan cheeses with up to 18-month cure times.
Farm-fresh receiving
Milk is delivered to the plant’s covered bay, and comes straight from the farms of three supplying cooperatives. It is sampled and tested in the receiving lab positioned to segregate the receiving bay from the processing floor. Stringent bacterial testing and thresholds are essential to the artisan curing approach.“Because we age our cheeses out for so long, and at 55 degrees, any defect in the incoming milk is going to impact the quality. The milk needs to be as clean as possible. It’s incredibly important,” Natzke says.
Raw milk samples are subjected to standard cheese plant tests, including antibiotics, acidity (sour), off flavors, butterfat, protein, lactose and bacteriological content such as raw milk colony forming units (CFU). Results support farmer payouts, including incentives for reduced somatic cell counts.
Milk is then pumped into one of three silos with capacities of 20,000, 30,000 and 40,000 gallons. To support volume increases, Emmi-Roth Käse expanded raw-milk storage by 10,000 gallons in 2009 when it replaced an older silo.
Specialty, start to finish
In order to reach the clean room environment of processing operations, on-floor employees and properly attired visitors must use the automatic hand sanitizer to exit the lockout area leading to the processing floor.The plant process 400,000 pounds of milk per day, or 90 million pounds annually. Milk is piped into the plant and into the HTST pasteurizing unit at 163.5 Fahrenheit for 15 seconds at a rate of 29,000 pounds per hour. A unique energy-saving system converts heat from the plant’s whey, reducing steam generation and boiler workload. Typical pasteurization units run hot water on one side of a plate, which in turn transfers heat to pasteurize the milk.
“We capture the heat energy from the whey, and we use it to heat the milk coming in,” Natzke explains.
Pasteurized milk travels a few feet via overhead piping to the adjacent standardizing machine to achieve the desired butterfat content, in this case 3.5% to 3.8% for the company’s flagship Gruyère. In contrast, low-fat lacey Swiss requires 1.8% butterfat milk. Excess cream resulting from standardization is saved for 4.3% butterfat products, with occasional excess sold to butter manufacturers.
Once standardized, milk for Gruyère is piped to the enclosed vat room, where it enters the only two full-scale, copper-lined vats in U.S. production use. Traditional Gruyère requires a copper pot for its heat transfer properties and for the minute amount of copper infused into the whey, providing color, taste and an essential nutrient to the cheese.
“We feel strongly that to have a true Gruyère, it has to be made in a copper pot,” Natzke says, noting one ounce of finished Gruyère contains 6% of the RDA for copper.
Two 35,000-pound stainless steel vats process varieties including Havarti, Baby Swiss and Lacey Swiss. Each of the four vats is custom, double O-style.
Following addition of cultures, rennet and cooktime, whey enters one of two presses imported from Europe. Multiple cheese forms are auto filled, pressed for 30 minutes, flipped by hand, and pressed for another 30 minutes. Experts pull the 154 newly formed cheeses from the press tray and place onto racks. Gruyère sets for six hours, subject to flipping every 30 minutes as well as microbial testing. Lacey Swiss rounds set on stainless drain tables adjacent to the immediate processing floor.
Once set and tested, carted cheeses head to brining operations on an elevator. The racks of cheese are submerged in 9,000-gallon brining tanks, lowered by human-monitored and -controlled hoists. The dip system replaced raceway brining in 2006 and ensures a uniform process, particularly important for eye formation for Swiss cheese, Natzke says.
Brine times vary by cheese, from 90 minutes for a low-sodium Swiss to 18 to 20 hours. Following brining, cheese racks move to curing rooms or to seal-wrapping operations.
Double deal
The 24,000 square feet of curing operations feature state-of-the-art climate control and imported automated smearing technology. A 12,000-square-foot curing room addition opened this summer. It is adjacent and identical to the plant’s first 12,000-square-foot curing room, added in 2006. Another addition is in the planning stages.“People (in the industry) are used to cheddar curing, which is 38 degrees Fahrenheit in a bag. For our cheeses, the curing is at 55 degrees and is on pine boards.”
Aging ranges from four to 18 months, depending on the variety. The facility imports pine boards from Switzerland designed specifically for the 55-degree Fahrenheit, 92% relative humidity curing room atmosphere.
“It’s risky with wrong wood, we need a good low-resin pine,” Natzke says. “The key is the moisture. If you tried to cure it on a non-porous surface, moisture would get trapped between the cheese and the surface, growing undesirable bacteria.”
The two automated smearing machines traverse the new air filtration/humidity-controlled automated curing rooms. Machines nicknamed Sam and Heidi rotate and smear three cheese wheels at a time from the 24-foot towering stacks. Smearing frequency is decreased as the cheese matures.
“We use some newer technology to make sure that every wheel has the same environment. The curing process is the same as it has been forever, but the technology helps us control the environment for better consistency.”
The smear volume currently handled by automation would require eight to 10 employees and would raise ergonomic challenges.
“The machines work 24-7, and they do a lot of the manual work, but it does take a lot of management,” Natzke says.
Future installation of a patented de-rinder machine is planned to further optimize the curing space without creating additional repetitive employee tasks.
It's a Wrap
Bulk-wrapping of some cheese takes place at the Monroe plant prior to curing and eventual shipping to either to cut-and-wrap partners or Emmi-Roth Käse USA’s packaging operations at its 57,000-square-foot (28,000 refrigerated) distribution center in Monroe.Once packaged, finished cheese shelf life ranges from 120 to 180 days. Finished product is stored at the distribution center for shipment. Orders, typically composed of one or two mixed pallets of up to 20 different random weight items, are shipped depending on customer preference.
“Our products and customer base mean we don’t have many full truckload-type orders,” Natzke said.
AT a glance
Emmi-Roth Käse USALocation: Monroe, Wis.
History: Built in 1970s and purchased in 1991. Extensive expansion following 1991 purchase; make room addition (2005); shift from raceway brining to automated brining room (2006); 12,000-square-foot initial cure room expansion in 2006; expanded additional 12,000 square feet in 2010; planning for third cure room expansion.
Size: Processing, 26,000 square feet, two floors; cure room, 24,000 square feet
Employees: 78
Support facilities in Monroe: Distribution center with labeling operations, 57,000 square feet (28,000 refrigerated); 13,000-square-foot, four-floor vintage-era cheese warehouse
Milk volume: Processes 400,000 pounds of milk a day, 7 to 8 million pounds a month; about 90 million pounds annually
Milk supply: NFO, Swiss Valley and Rolling Hills cooperatives deliver direct off the farm
Pasteurization type/units/capacity: HTST, 29,000 pounds per hour
Number of production lines/types: 2 copper lined and 2 stainless Double O-style cheese vats, 35,000 pounds each; 2 cheese presses and 2 drain tables
Storage capacity (raw): Three silos: 40,000 gallons, 30,000 gallons and 20,000 gallons
Unique equipment: Full-size copper-lined Double O vats, key to authentic Gruyere cheesemaking process; submerged brining operations; curing on pine boards sourced in Switzerland
extras
These companies are among Emmi-Roth Käse USA’s key suppliers:
Allen
CFC Services LLC
Chr Hansen Cultures
Cryovac
Curwood Packaging
Danisco Cultures
EMS
Excalibur
Foodtech AG
Kalt
Lafferty Equipment Mfg.
Lew
Maschinenbau AG
Mikroklima AG
Nelson Jameson
ProChemicals
Steinmann Stainless Fabrication
UltraVac
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






