
By Nicole Martin, Martin Wiedmann and Kathryn J. Boor
Fluid milk quality has come a long way in the nearly 100 years since pasteurization was widely adopted in the United States. Some reports indicated that in the 1940s, the shelf-life of fluid milk ranged between three and seven days post-processing.
In contrast, current literature indicates that pasteurized fluid milk now routinely lasts 14 to 21 days, and in some cases even longer. A recent publication (“A decade of improvement: New York State fluid milk quality”) describes the reduction in coliform and total bacteria counts, and increase in flavor scores in New York State fluid milk over the 10-year period from 2001 to 2010.
There are many factors that have influenced the improvement of fluid milk quality over the last century; the vast majority of which have to do with the control of the entry and outgrowth of spoilage bacteria in the fluid milk continuum, a challenge the dairy industry is still facing today.
The first of two major sources of fluid milk contamination with spoilage bacteria occurs on the farm. Raw fluid milk, as it comes from a healthy cow, is sterile. As it moves through the food production chain there are a host of possible opportunities for contamination.
Spoilage organisms are abundant and ubiquitous in the dairy farm environment. They may enter the raw milk from soil, manure, feed, contaminated equipment, the cow and farm workers, just to name a few. While pasteurization provides a considerable reduction in bacterial load, certain thermoduric bacteria (those that can survive minimum pasteurization parameters in vegetative, or active, form) and heat-resistant bacterial spores originating from the farm can survive this heat treatment and can subsequently grow in refrigerated pasteurized milk if they are psychrotolerant. These “sporeformers” are of great economic importance in pasteurized fluid milk and many other dairy products as well.
Paenibacillus, the primary spoilage sporeformer found in pasteurized fluid milk, is known as a psychrotolerant sporeformer because of its ability to grow at low (i.e., refrigeration) temperatures. Along with Paenibacillus, some strains of the sporeformer, Bacillus and other closely related organisms have been found to grow at refrigeration temperatures (e.g., Bacillus weihenstephanensis and Viridibacillus spp.). These psychrotolerant sporeformers have also been shown to enter the fluid milk continuum on the farm, survive pasteurization and subsequently grow to spoilage levels at refrigeration temperatures.
Sporeformers in cheese, powder
In addition to psychrotolerant sporeformers, there are a number of other sporeformers that originate on the farm and play a significant role in the quality of dairy products like cheese and powder. Clostridium tyrobutyricum, an anaerobic sporeformer, has long been known to cause late blowing defects in semi-hard cheeses. In raw milk these so called butyric acid bacteria (BAB), although widespread in the natural environment, have specifically been tied to high levels of BAB in silage. In milk powders and other dairy powders (e.g., WPC-80), mesophilic and thermophilic sporeformers are of interest. These organisms prefer to grow at medium to high temperatures, which are commonly encountered in the processing of dairy powders. According to several studies, one of the most commonly isolated sporeformers from dairy powders, Bacillus licheniformis, is also one of the most commonly isolated sporeformers on dairy farms.
The second source of fluid milk contamination is in the processing plant itself. One of the largest hurdles to extending the shelf-life of fluid milk has traditionally been post-pasteurization contamination (PPC). Gram-negative bacteria, such as Pseudomonas, which grow quickly at low temperatures and produce a variety of flavor defects, are common culprits of PPC in fluid milk processing environments.
As the dairy industry worked to prevent and control the contamination of fluid milk post-processing and thereby extending the shelf-life of fluid milk, the emerging organisms of concern became psychrotolerant sporeformers (i.e., Paenibacillus). Many of the organisms causing PPC are also well known for their ability to form biofilms in processing equipment.
The problems with biofilms
A biofilm is a group of microorganisms that attach to a surface and then typically produce a protective coating. When formed in processing equipment, the biofilm protects both vegetative bacterial cells and spores from heat and chemical cleaning and sanitizing agents. Psychrotolerant sporeformers that establish biofilms in processing equipment also have the potential to become in-plant contaminants (pre- and/or post-pasteurization) and as the biofilm detaches during processing can contribute to finished product contamination.
This in-plant persistence and subsequent contamination of fluid milk with psychrotolerant sporeformers is particularly challenging when troubleshooting the origin of these organisms. Source tracking methods that utilize molecular based fingerprinting technology are often necessary to determine if persistent psychrotolerant sporeformer contamination occurred in the processing facility or originated in the raw milk.
Research concerning psychrotolerant sporeformers in fluid milk has focused on reducing on-farm and in-plant contamination and controlling outgrowth in pasteurized fluid milk through processing optimization. Research has shown that pasteurization temperature plays a significant role in the outgrowth of psychrotolerant sporeformers in fluid milk. One laboratory study showed that as the temperature of pasteurization was increased from 72.9°C (163.2°F) to 85.2°C (185.4°F), bacterial numbers in milk processed at the higher temperatures increased at faster rates than in milk processed at lower temperatures. A second study, which analyzed bacterial growth in fluid milk from a small-scale dairy processor, substantiated the laboratory study by finding that when the pasteurization temperature was reduced from 79.4°C (185°F) to 76.1°C (169°F) bacterial growth was significantly reduced during refrigerated storage.
|
|
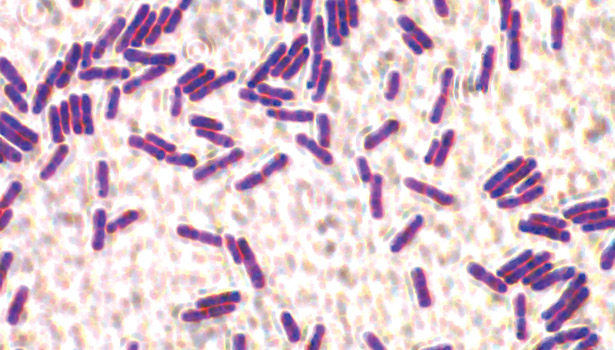
| A Gram stain shows Paenibacillus, the primary spoilage sporeformer found in pasteurized fluid milk. |
A systems-approach to prevention
Facing the challenge of extending fluid milk shelf-life and improvement of quality necessitates that the dairy industry take a new systems approach to controlling psychrotolerant sporeformers. Preventing sporeformer entry into the fluid milk continuum starts on the farm with stringent cleaning, sanitation and preventative maintenance (PM) programs.
Current ongoing research which aims to identify farm management practices that are linked with low levels of psychrotolerant spores in bulk tank milk will offer additional insights into controlling sporeformer entry on the farm. As with the farm, controlling contamination of fluid milk in the processing facility will require specific attention to cleaning, sanitation and PM to prevent in-plant contamination, along with the control of sporeformer outgrowth through optimization of processing conditions like pasteurization temperature.
Additional research in the area of sporeformer control should include developing cleaning and sanitizing agents targeted toward destruction of sporeformers, improvement of materials used in processing facilities to retard the attachment and formation of biofilms, prevention of sporeformer entry into the fluid milk continuum through the understanding of transmission pathways on the farm and in the processing facility, and development of novel, rapid methods for detecting low levels of sporeformers in various dairy products.
This new systems approach to control for psychrotolerant sporeformers in the fluid milk industry will act as a model for the rest of the dairy industry as quality issues encountered from mesophilic, thermophilic and anaerobic sporeformers continue to emerge.


